
无需长篇大论,观看12Cr1MoVG无缝钢管发货及时视频,让你瞬间爱上我们的产品。
以下是:12Cr1MoVG无缝钢管发货及时的图文介绍
咸阳广联钢管有限公司主要产品: 螺旋管,供货及时、服务到位的优势,是广大用户的长期合作伙伴。
追求卓精
卓精不是一个标准,而是一种境界
矢志创新
敢于创新,创造可持续的价值。
绿色责任
善用其效,尽享其能
分享成果
乐人之乐,人亦乐其乐


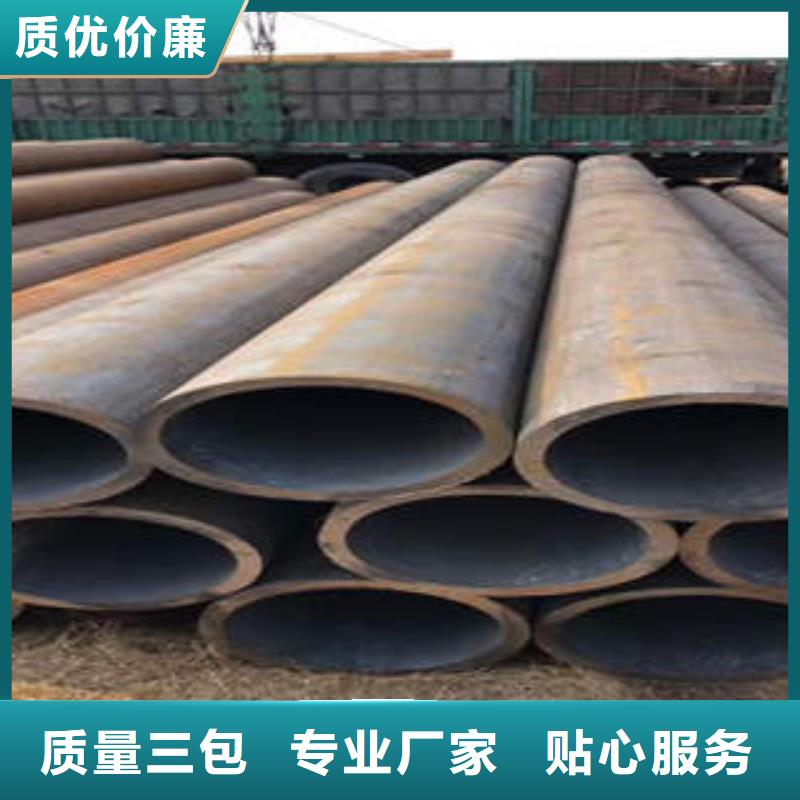
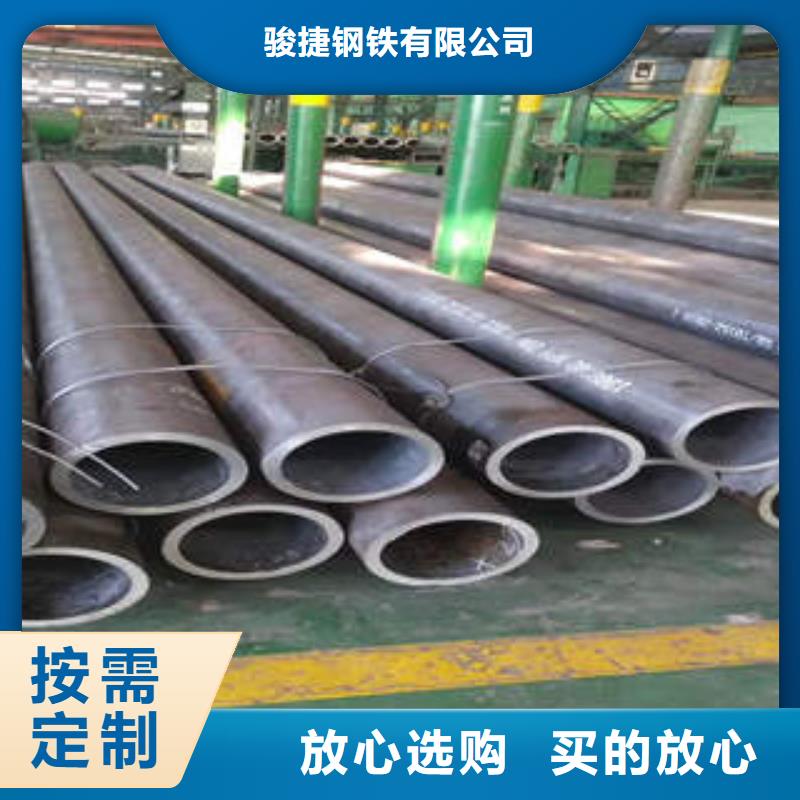
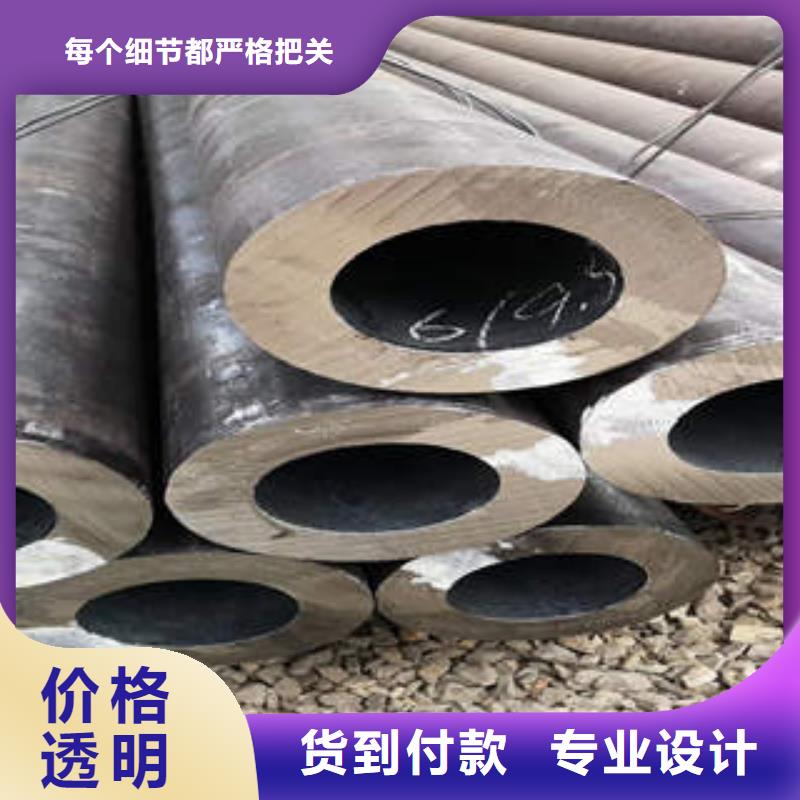
热轧无缝钢管外径一般大于32mm,壁厚5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。 一般用无缝钢管:是用10、20、30、345等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的无缝钢管主要用于流体输送管道。440Cr等中碳钢制成的无缝钢管用来制造机械零件,如汽车、拖拉机的受力零件。 一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。 低中压锅炉用无缝钢管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝钢管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。



前一次研讨会主张“发展直缝双面埋弧焊管取代螺旋管”,后一次研讨会提出“继续坚持油气输送干线钢管以国产螺旋焊管为主的技术路线”。这两次研讨会的结论截然相反,对制管业有不同影响。前者引导珠江钢管公司上了JCOE及U0E大口径直缝双面埋弧焊管生产线以及其它的直缝焊管生产线。后者催生了石油天然气系统新上了6条大口径螺旋埋弧焊管生产线、青县巨龙石油钢管公司1条JCOE生产线、非石油天然气系统10多条大口径螺旋焊管生产线。 英国核物理学家JOSEPHROTBHT在1999年“教科文组织和科学联盟”召开的科学大会上说:“科学家是否应该关心科学的道德以及科学对社会的影响?”从中我们应该受到启迪此外,企业界要思考,不要只看“风”向,不要赶潮流,随大流尤其在目前结构调整时期,企业要“有进有退,有所为有所不为”。有所为,就是要以科技创新来摆脱企业的困境,避免同质化引起的恶性竞争;有所不为,就是不能重复建设与历史发展方向相悖的项目,不能参与惨烈的价格竞争,以免大伤元气。


例如,西气东输钢管技术标准要求错边量小于2mm,由此,要求带钢的月牙弯必须小于8mm/5m,但标准和国内标准GS/714164-93规定带钢的月牙弯为25mm/m,很难满足这个要求。这就是加拿大为什么用钢板而不用钢卷来制作螺旋管的原因。何况螺旋焊管用机械扩径方法来应力难度大,外防腐层厚度在螺旋焊缝处的厚度比管体上的要减薄近30%,这些都不能不列入工程考虑范围之内。制管全过程是一个系统工程,不仅仅限于学术研究上讨论管体力学分析,不能避开管型制作工艺流程、应力方法、无损检测方式以及防腐效果诸多问题。 力学分析只是其中一个重要方面,但不是全部,因此,螺旋焊管工艺及设备方面要适应我国天然气工业的发展,技术改造应当作为重点,例如预精焊、扩径等,同时,由于国内竞争已大大饱和,不宜再建新的生产线。关于焊管“无缝化”工艺的解读西方工业发达的产钢大国焊管取代无缝管的 个阶段之所以是70年代,同焊管“无缝化”技术的成熟有关系。焊管能在质量上优于无缝管,主要是70年代冶金技术的发展使热轧板卷可以作为焊管的质优、价廉、充足的原料,电子计算机技术的发展使焊管工艺可以全线连续自动,在线热处理技术的发展使焊管在焊接后中频退火处理、自动无损检测技术的发展可以对焊缝和母材进行质量检查,保证,从而使客户放心使用而无后顾之优。