


想知道2024厂家直销##桥梁钢板立柱##价格合理产品为何如此受欢迎?观看视频,答案自在其中。
以下是:2024厂家直销##桥梁钢板立柱##价格合理的图文介绍
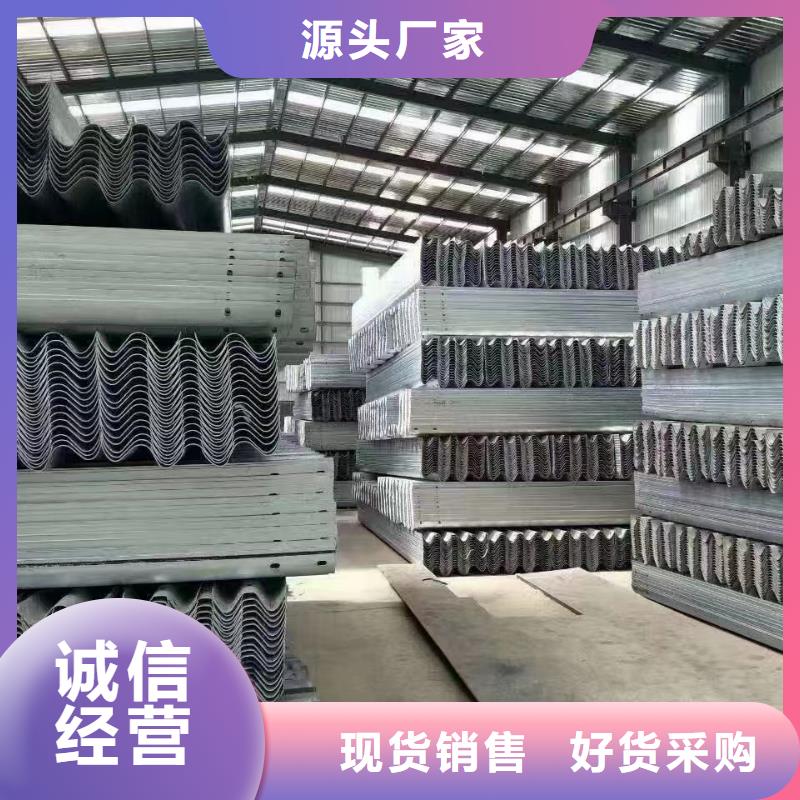
在多年的 波形护栏立柱、生命防护栏厂家、高速公路护栏厂家、波形护栏板厂家生产经营实践中,我们公司逐渐形成了“诚信为本、关注用户、促进双赢”的经营理念。在这一理念的指导下,我们把“为用户提供优质 波形护栏立柱、生命防护栏厂家、高速公路护栏厂家、波形护栏板厂家产品与服务,不断提高用户满意度”做为公司的追求目标,为了接近和实现这一目标,沧州广顺交通设施上下倾注了全部心血和精力,积j i在提高 波形护栏立柱、生命防护栏厂家、高速公路护栏厂家、波形护栏板厂家生产技术, 波形护栏立柱、生命防护栏厂家、高速公路护栏厂家、波形护栏板厂家产品档次,改善 波形护栏立柱、生命防护栏厂家、高速公路护栏厂家、波形护栏板厂家产品质量,降低 波形护栏立柱、生命防护栏厂家、高速公路护栏厂家、波形护栏板厂家产品成本等方面,进行着不懈的努力,收到了良好的成果。


内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。



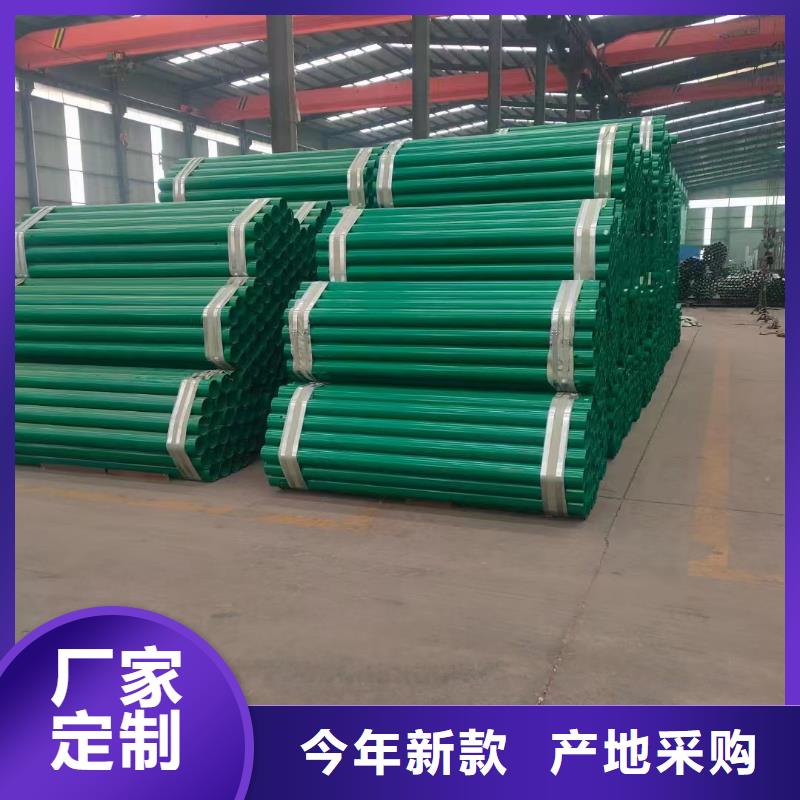
护栏与景观相协调,形式美。防腐处理:经除锈、打磨、钝化、涂塑,硫化等工艺后,采用镀塑处理,色彩为果绿色,镀层厚度为0.5~0.6mm,镀粉采用抗老化性能较佳的进口耐候性粉料,镀层必须颜色一致,表面光滑,不允许有流挂、滴瘤或多余结块。 镀件表面应无漏镀、露铁等缺陷。隔离栏用途:主要用于高速公路、铁路、机场、港口、码头、市政建设及养殖业等,主要作用于隔离及防护。结构:用高强度冷拔低碳钢丝焊接后在经过液压成型,用连接附件与钢管支柱固定。 本产品是专为机场设计的新型围界产品,采用高强度低碳钢丝焊接,立柱为矩形钢及高强度圆管,顶部加焊V型支架,的抗冲击力,顶部在增加刀片刺丝后又很好的增强了防护性能,大型机场已广泛采用此?。 特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。(三)结构:面一体,用连接附件与钢管支柱固定。特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。CC采用后与C型柱钢柱用连接螺栓成型,面平、紧等特点。
