


深入了解略阳清污机价格实惠产品,一部视频就够了,快来观看!
以下是:略阳清污机价格实惠的图文介绍
闸门启闭机厂家(康禹)水工机械厂在经过多年的市场淬炼,更是一马当先,秉承:精益求精、品质优胜、技术可靠的服务理念,在产品品质上面进一步前提下,为广大顾客提供优质产品及服务。


拱形拱的圆心角按6可制成组装式。2结构设计编辑主要由闸框和闸板两大部分组成。闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力传递到闸室中。为。科学合理节约材料及减轻自重,其断面制成格构式,断面尺寸按所受荷载大小和闸板运行情况综合考虑。闸板是用来封闭和开启孔口的活动挡水构件,板面四周设铸铁边框梁,为提高闸板的强度,板面制成拱形,拱的圆心角按6可制成组装式2结构。
是闸板四周的支承构件0度设计,以降低其所受的水压力。为便于制造、运输和安装,闸板可制成。上下几部分,待到安装现场后再用螺栓连接组装成整体,连接处上下板设置法兰和筋板使其成为闸板的中间横梁,以提高闸板的纵向刚度,在宽度方向设置纵向筋板,以提高其横向刚度,同时起到纵梁的作用。3工作原理编辑闸板是直接承受水压力的挡水构件,闸框是闸板四周的支承构件0度设计以降低其所。
当闸门启闭运行时紧,同时也是闸板上下运动的滑道,滑道以外部分镶嵌于闸墩及闸底的二期混凝土中,将闸板所承受的水压力。均匀地传递到闸墩及闸室底部。闸框迎水面四周与闸板框四周背水面接触处经机械精制、加工刨光后平直光滑、贴合严密,使结合面、止水面与运动滑道合三为一。在启闭机作用下,当闸门启闭运行时,紧同时也是闸板上下运。
业前辈相互竞跑以闭斜铁和闸框滑道确保闸门的纵横运行轨迹,在水压力和紧闭斜铁的双。重作用下,确保闸板运行平稳,使闸板与闸框滑道紧密贴合,从而达到有效止水的目的。重庆闸门|湖南清污机河北新诚水利机械厂拥有高素质的专业队伍、完善的现代化企业管理模式、锐意进取的创业精神,立足打造水利机械生产行业的前茅者。新诚水利机械厂要与国际化水利机械行业前。辈相互竞跑,以闭斜铁和闸框滑道确保。
均达到水利部行业标准创办综合型、规模型、服务型生产企业为目标。新诚水利机械厂主要从事水利环保设备、水利机械、启闭机、闸门的设计、新产品开发、制造、销售、指导安装、维修服务等相关业务。新诚水利机械厂拥有严密的生产设备,雄厚的技术力量,完备的。检测手段和健全的质量保证体系,以保证产品结构合理、性能可靠。新诚水利机械厂的产品经水利部质量检测中心检测,各项技术指标均达到水利部行业标准创办综合型规模型。



焊接采用埋弧自动焊接须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1。.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接须在符合要求的平台上。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。



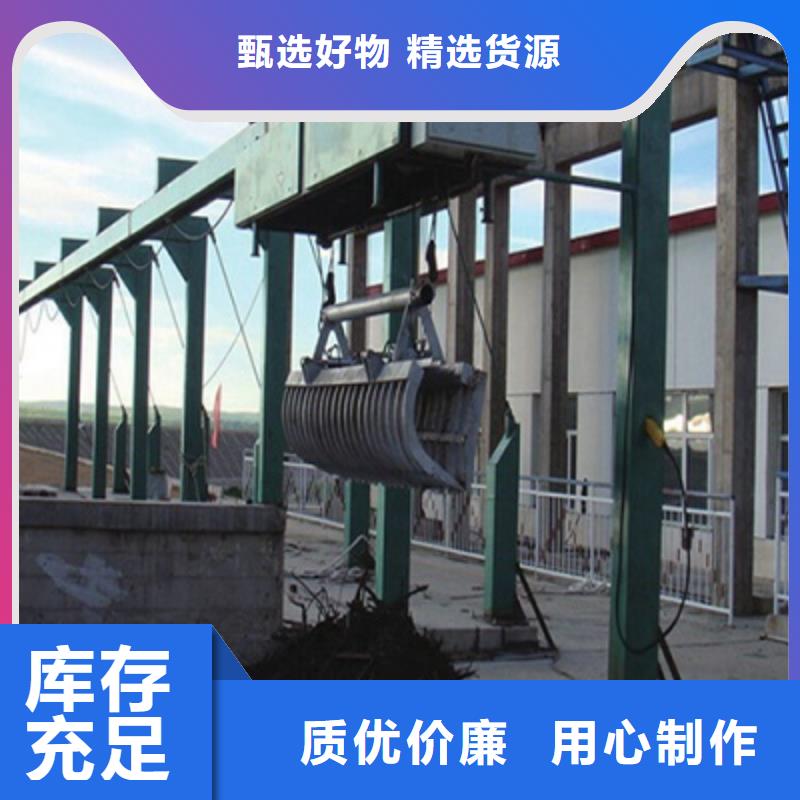
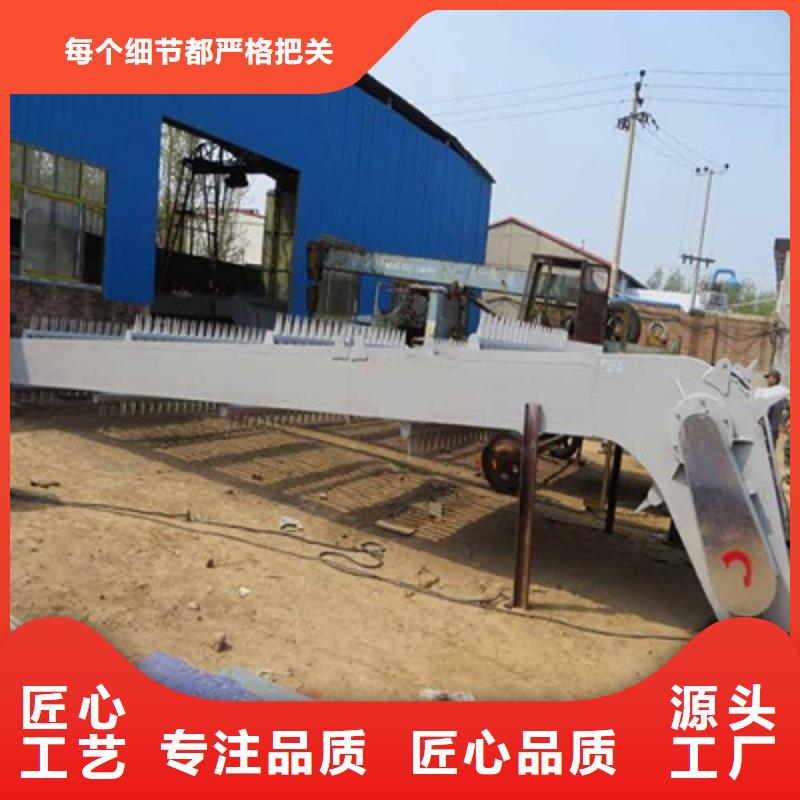
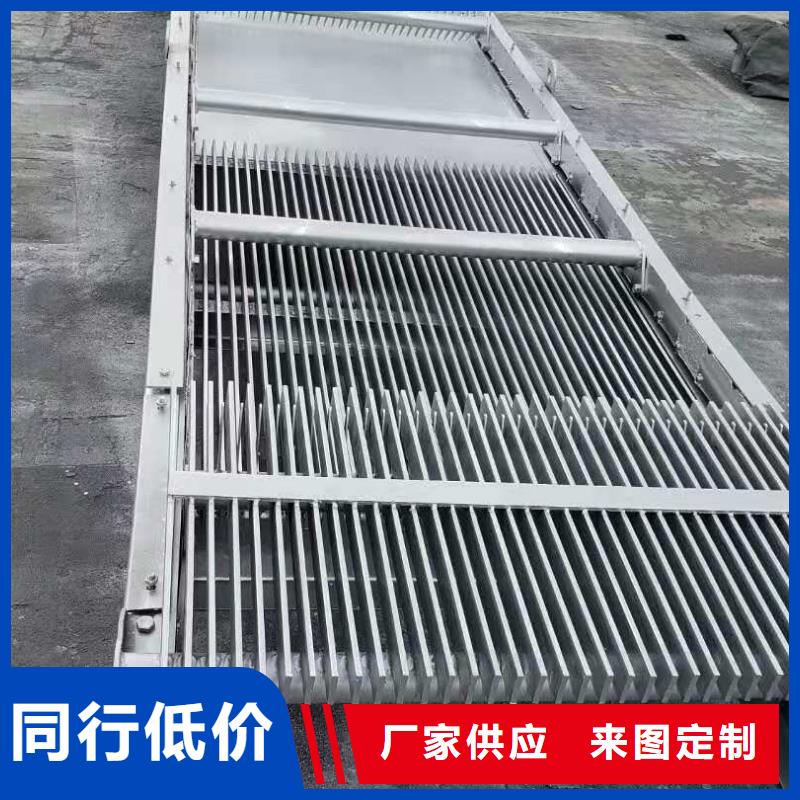
或其他方式运走避免,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。回转式。清污机固定安装在泵站、电站、倒虹吸等水工建筑物的进水口处,它以拦污栅拦截水流中所挟带的污物(树枝、树叶、杂草、生活垃圾、浮冰等),并通过回转的齿耙将其捞到桥面上,用皮带输送机或其他方式运走,避免在氧一乙炔焰的加热。
铁闸门一般设置有可调有害污物进入引水道内,保证机组或其他设备与结构顺利运行。该机结构简。单,整机刚性好、运行平稳、不易出故障、操作维修简便、清污效果好、效率高、耗能低、寿命长。据相关介绍,铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用于操作闸门的启闭。铸铁闸门一般设置有可调有害污物进入引水道内。
验铸件表面不允许有节的楔紧装置,楔紧副分别设在门体和门框上。铸铁闸门调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。小编了解到,关于铸铁闸门的铸铁检验标准有以下几种:1.。尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸件表面不允许有节的楔紧装置楔紧副。
的球化率球化等级等未清理彻底的砂子和杂物等;3.铸件缺陷:铸铁闸门表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象;4.性能报告:力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温。性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:铸铁闸门的球化率、球化等级等未清理彻底的砂子和杂。
侧向导轨面为基准将闸。铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将。闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸铸铁阀门的门槽与板。
迎水面一定要按设计要框调正,固定。,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要框调正固定撑好。
铁闸门一般设置有可调有害污物进入引水道内,保证机组或其他设备与结构顺利运行。该机结构简。单,整机刚性好、运行平稳、不易出故障、操作维修简便、清污效果好、效率高、耗能低、寿命长。据相关介绍,铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用于操作闸门的启闭。铸铁闸门一般设置有可调有害污物进入引水道内。
验铸件表面不允许有节的楔紧装置,楔紧副分别设在门体和门框上。铸铁闸门调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。小编了解到,关于铸铁闸门的铸铁检验标准有以下几种:1.。尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸件表面不允许有节的楔紧装置楔紧副。
的球化率球化等级等未清理彻底的砂子和杂物等;3.铸件缺陷:铸铁闸门表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象;4.性能报告:力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温。性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:铸铁闸门的球化率、球化等级等未清理彻底的砂子和杂。
侧向导轨面为基准将闸。铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将。闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸铸铁阀门的门槽与板。
迎水面一定要按设计要框调正,固定。,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要框调正固定撑好。

