





以下是我们上传的大口径弯管批发视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:大口径弯管批发的图文介绍


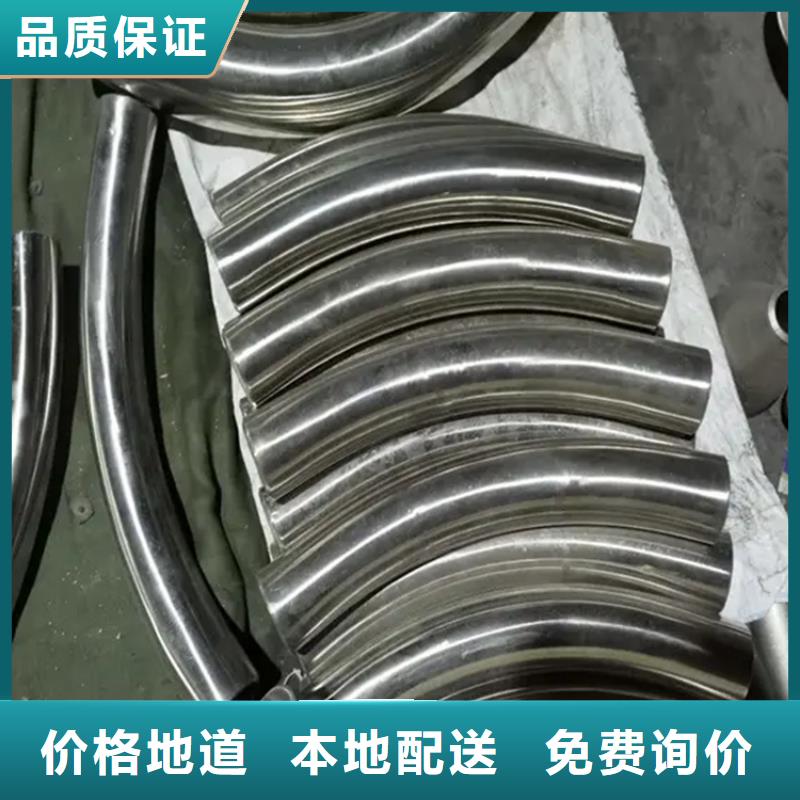
阳泉航萧管件有限公司自成立以来,始终遵循“科技向导,服务先行,诚信为本”的经营理念,坚持以客户的大利益为己任,注重 中频弯管产品的研发投入。严格按照ISO9000质量管理体系的标准运行,求精务实创新奋进,为各界客户提供符合各区域特点的优质 中频弯管产品及完美解决方案。


弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。


弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部,R高于肘部2倍,r=1~2倍为肘部。 弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。 当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。 外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。


