



更新时间:2024-12-26 08:59:47 浏览次数:3 公司名称:聊城 兰格精密管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东聊城 |
| 材质 | 20#、45#、20cr、40cr、35crmo、42crmo |
| 规格 | 10-133*1-26 |
| 长度 | 散尺或定尺 |
| 运输 | 陆运、海运 |



用途:用于桥梁的专用钢种为“16Mnq”,汽车大梁的专用钢种为“16MnL”,压力容器的专用钢种为
“16MnR”。执行标准:GB/T8163-2008(输送流体用) GB6479-2000(高压化肥设备用无缝钢管)此类钢是
依靠调整含碳(C)量来改善钢的力学性能,因此,根据含碳量的高低,此类钢又可分为:碳钢--含碳量
一般小于0.25%,如10、20钢等;中碳钢--含碳量一般在0.25~0.60%之间,如35、45钢等;高碳钢--含碳
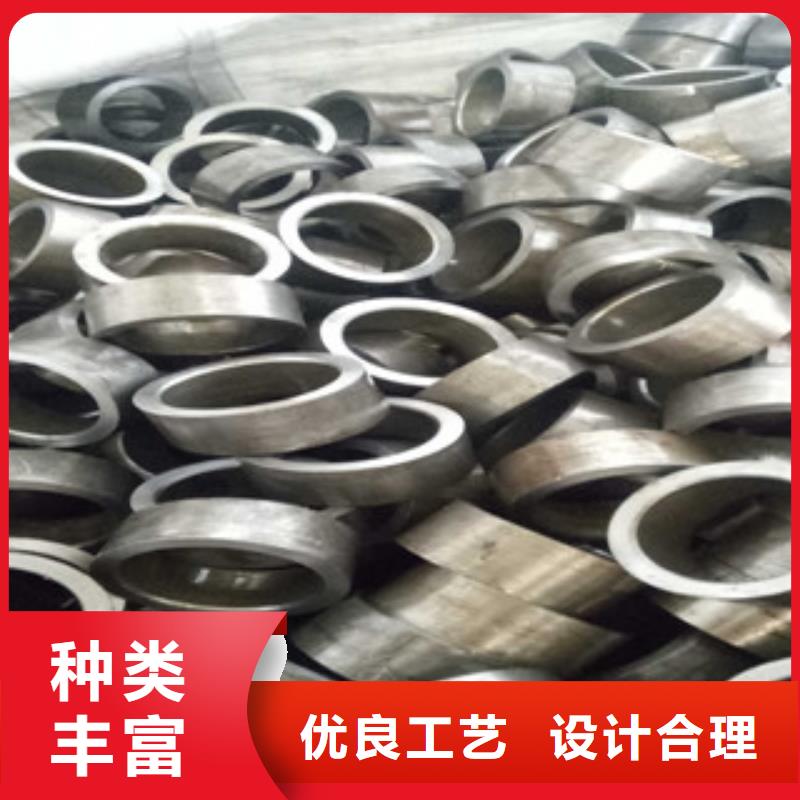
量一般大于0.60%。此类钢一般不用于制造钢管。16Mn无缝管工艺流程:管坯、检验、剥皮、检验、加热
、穿孔、酸洗、修磨、润滑风干、焊头、冷拔、固溶处理、酸洗、酸洗钝化、检验、冷轧、去油、切头、
风干、内抛光、外抛光、检验、标识、成品包装 1、生产制造方法按生产方法不同可分为热轧管、冷轧
管、冷拔管、挤压管等。
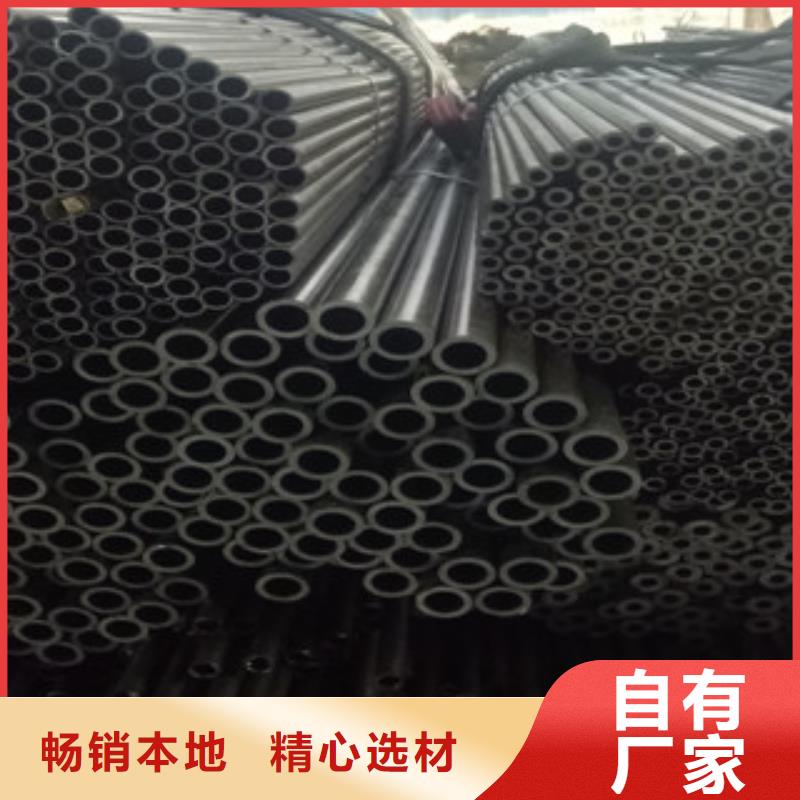
25.16Mn无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度, 在管坯穿
孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的
作用下,管坯内部逐渐形成空腔,称毛管。再送至 自动轧管机上继续轧制。 经均整机均整壁厚,经
定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小
和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通 常在二辊式轧机上进行,钢管
在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷
拔机上进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较
小的模孔中挤出。此法可生产直径较小的钢管。


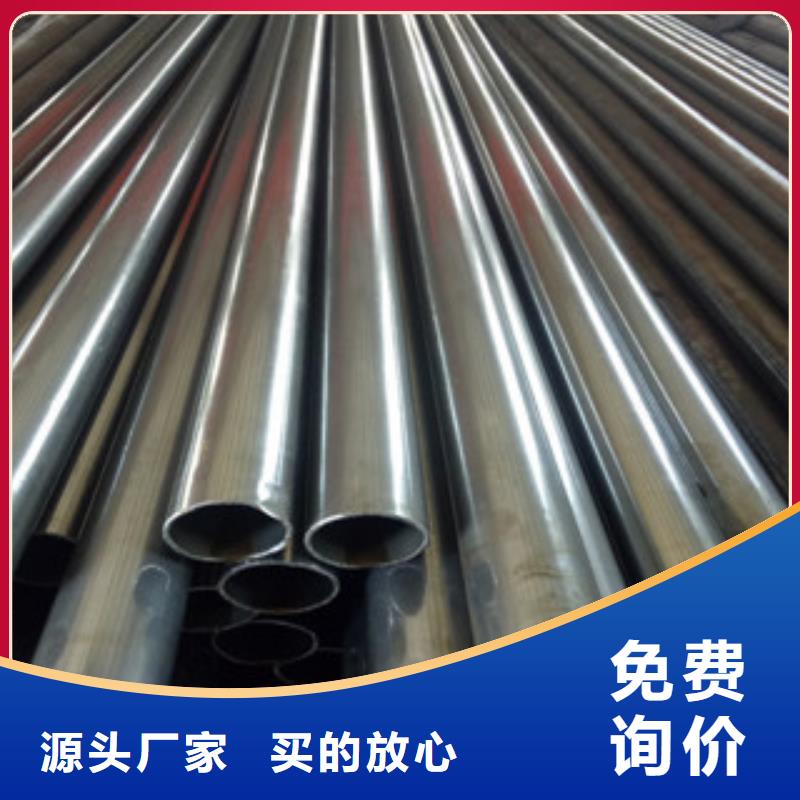
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、
45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、
40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度
和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸
坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要
求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控
制精轧的开轧温度、终轧温度.圆管坯、加热、穿孔、打头、退火、酸洗、涂油(镀铜)、多道次冷拔(
冷轧)、坯管、热处理、矫直、水压试验(探伤)、标记、入库。



兰格精密管有限公司发展的动力,而信誉的基础就是要脚踏实地的去实现。为不断满足且超越客户想法的需求 辽宁本溪活塞杆,公司和员工要不断对自己挑战,永不自满。公司把至善至美、精益求精作为自己的追求目标,这也是公司告别过去、迈向未来的标准,将使公司永远奋进。


产生原因:由于管坯的表面缺陷或内部缺陷所带来的。生产过程中产生的,如轧制工艺参数设计不正
确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。管坯(钢管)在加热轧制,热处理以及矫
直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大
的残余应力,那么也有可能导致钢管产生表面裂纹。钢管理化性能:常温力学性能、高温力学性能、低温
性能、抗腐蚀性能。钢管的理化性能主要取决于钢的化学成分,组织结构和钢的纯净度以及钢管的热处理
方式等。钢管工艺性能:压扁、扩口、卷边、弯曲、焊接等。钢管金相组织:低倍组织(宏观)、高倍组
织(观) M、B、P、F、A、S钢管特殊要求:合同附件、技术协议。


