



想要深入了解CPVC电力管把好质量关产品的各项功能和特点?我们为您准备了精彩视频,不容错过!
以下是:CPVC电力管把好质量关的图文介绍

湖南PE钢带增强螺旋波纹管生产制作经验品质好放心选择



湖南PE钢带增强螺旋波纹管的详细介绍
物美价优采购无忧

润星电力管材有限公司成立以来,一直秉承“做好自己、做好 湖南PE钢带增强螺旋波纹管产品、同心同德共创美好生活 ”的经营理念,持续关注技术研发和制造技术,向社会提供创新优质 湖南PE钢带增强螺旋波纹管产品,为人类创造、便捷、舒适的生活。

润星电力管材有限公司
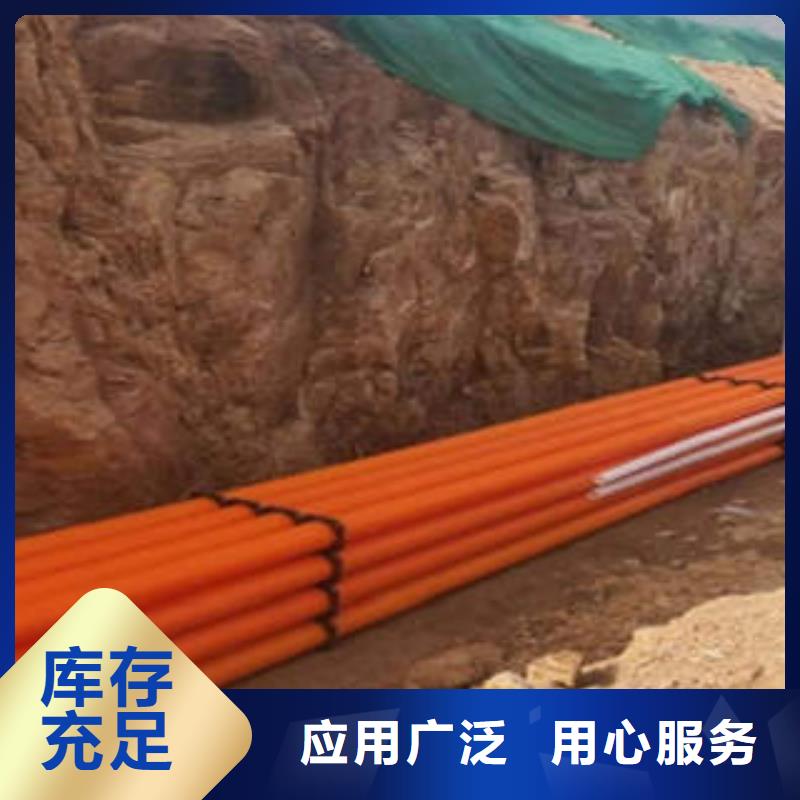
产品实拍图片
从事湖南PE钢带增强螺旋波纹管行业多年品质值得信赖


MPP电力保护管又称作MPP电缆管、MPP电力电缆保护管,原材料以PP粉(改性聚丙烯)电力保护管为主要母料。它用焊接机热熔焊对接,熔接玻璃钢MPP复合管点在200度左右,不能超过220度,当温度达到后,即电缆保护管可两头对接。接下来MPP电力管厂家为大家详细的介绍一下它:产品名称:MPP电力管又称作MPP电缆管、MPP电力电缆保护管。产品类型:MPP电力管分为普通型和加强型,加强型又分为开挖管和非开挖管,所谓和MPP非开挖管又称作MPP顶管,MPP托拉管,MPP牵引管。原材料:以PP粉(改性聚丙烯)为主要母料。连接方式:用焊接机热熔焊对接,当温度达到后,即可两头对接产品颜色:MPP电力管为桔红色或梅红色(为加强型MPP电力管)产品长度:一般为6米/根。
如果客户数量大,为了降低成本,(运费和焊接费,可以做成6-13米/根)。产品优越性总括:改性聚丙烯(MPP)电力管具有抗高温、耐外压的特点,适用于10KV以上高压输电线MPP电力管厂家说,电缆排管管材,本产品通过 化学建材测试中心的检测,取得了较好的社会效益和经济效益。产品特点详细介绍:MPP电力管具有优良的电气绝缘性。MPP电力管具有较高的热变形温度和低温冲击性能。MPP电力管抗拉、抗压性能比HDPE高。MPP电力管质轻、光滑、磨擦主力小、可热熔焊对接。MPP电力管长期使用温度-5~70℃。施工须知管材运输、施工过程中严禁任意抛摔、撞击、刻划、曝晒。热熔对接时两管轴线要对准。
设定加热板温度至焊接温度,一般的焊接温度在225℃,气温较低时,可适当提高5-10℃。在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟乙烯)防粘层。焊接面管材错边不超过管材壁厚的10%。气温低时,应适当提高加热温度和延长吸热时间。加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前。
应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。清洁管材端面时,应有人监督,以防管材合拢夹伤手。管材壁厚低于6mm时,一般不采用热熔对接。否则难以保证管材焊接质量。MPP电力管热熔器是怎么焊接管材的?管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。
如果客户数量大,为了降低成本,(运费和焊接费,可以做成6-13米/根)。产品优越性总括:改性聚丙烯(MPP)电力管具有抗高温、耐外压的特点,适用于10KV以上高压输电线MPP电力管厂家说,电缆排管管材,本产品通过 化学建材测试中心的检测,取得了较好的社会效益和经济效益。产品特点详细介绍:MPP电力管具有优良的电气绝缘性。MPP电力管具有较高的热变形温度和低温冲击性能。MPP电力管抗拉、抗压性能比HDPE高。MPP电力管质轻、光滑、磨擦主力小、可热熔焊对接。MPP电力管长期使用温度-5~70℃。施工须知管材运输、施工过程中严禁任意抛摔、撞击、刻划、曝晒。热熔对接时两管轴线要对准。
设定加热板温度至焊接温度,一般的焊接温度在225℃,气温较低时,可适当提高5-10℃。在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟乙烯)防粘层。焊接面管材错边不超过管材壁厚的10%。气温低时,应适当提高加热温度和延长吸热时间。加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前。
应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。清洁管材端面时,应有人监督,以防管材合拢夹伤手。管材壁厚低于6mm时,一般不采用热熔对接。否则难以保证管材焊接质量。MPP电力管热熔器是怎么焊接管材的?管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。




