


联系我们

当前位置:
新策钢管有限公司 >
乐山当地产品频道
27simn液压研磨钢管厂家定做
更新时间:2025-01-04 04:37:16 浏览次数:4 公司名称: 新策钢管有限公司
以下是:27simn液压研磨钢管厂家定做的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 45号 |
| 产地 | 山东 |
| 规格 | 100-110-125-140-150-160-180-200 |
| 类型 | 滚压绗磨管 |
| 可定制 | 是 |
| 型号 | 220-250-260-280-300 |
以下是:27simn液压研磨钢管厂家定做的图文视频




27simn液压研磨钢管厂家定做,新策钢管有限公司为您提供27simn液压研磨钢管厂家定做的资讯,联系人:姜先生,电话:18464439969、18464439969,QQ:,发货地:开发区大东物资公司3区28号发货到四川省 乐山市 沙湾区、五通桥区、金口河区、犍为县、井研县、夹江县、沐川县、峨眉山市。 四川省,乐山市 乐山市,古称嘉州、嘉定州,又称串儿城,四川省辖地级市,位于四川中部,四川盆地西南部,地势西南高,东北低,属中亚热带气候带,总面积12720.03平方千米。截至2022年10月,全市辖4个区、6个县,代管1个县级市。截至2022年底,全市常住人口315.3万人。
简约设计,不简单内涵。观看我们的27simn液压研磨钢管厂家定做产品视频,用少的话语传达真实的产品价值。
以下是:27simn液压研磨钢管厂家定做的图文介绍

为了满足市场上对 四川乐山20#绗磨管不同规格和工艺质量的需求。现每年自主研发或应客户需求开发设计推出多款 四川乐山20#绗磨管新品。 “诚信、务实、创新、开拓”是公司的生存信念,凭着的产品和优质的服务,新策钢管有限公司与国内众多公司、政府单位建立了稳定的业务合作关系,获得客户的一致好评。 我们愿以高品质的 四川乐山20#绗磨管产品、优惠的价格、快速周到的服务与您共同创造出更美好的明天!


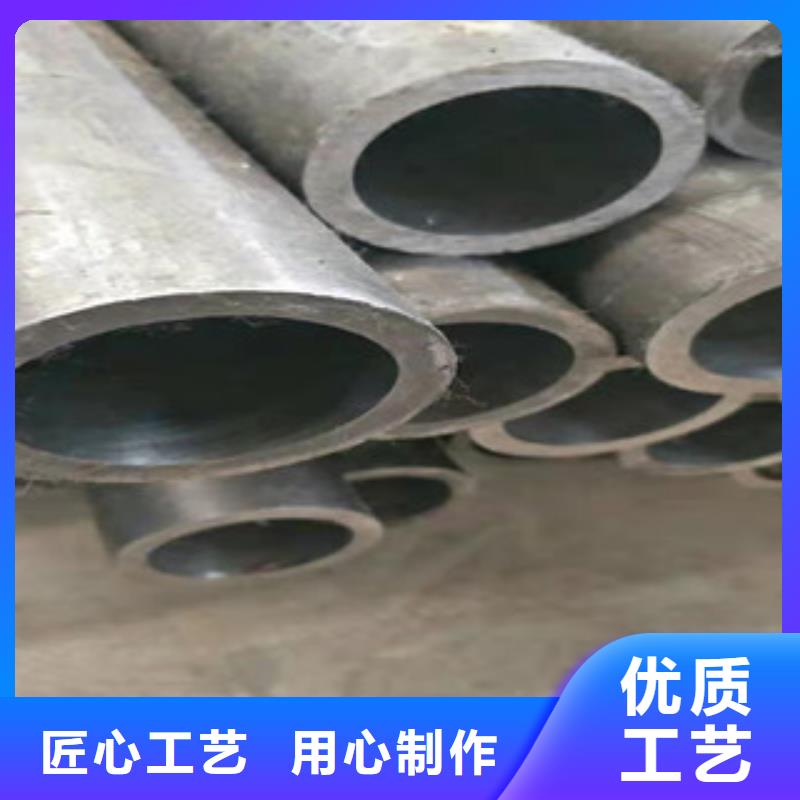
厚壁油缸管产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。
厚壁油缸管、对接方法、机械嵌接装置、及油缸装置的制造方法
发明提供一种利用塑性变形能把两部件高强度、高精度地接合的对接方法。把一端具有阴模部的螺杆状部件和在能与所述阴模部嵌合的前端部(阳模部)形成有三列环状槽的活塞杆边嵌合阴模部边进行对接,在该状态下,通过机械嵌接方式把阴模部的侧壁放射状地向活塞杆的环状槽内压入。这时,通过压入而形成的嵌接部是使相邻的环状槽(21)相互之间成交错状配置地进行压入,确保希望的接合强度,且材料延伸被抑制,螺杆状部件与油缸管(活塞杆)对接部的分离被抑制。
如何提高珩磨管的光洁度



一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
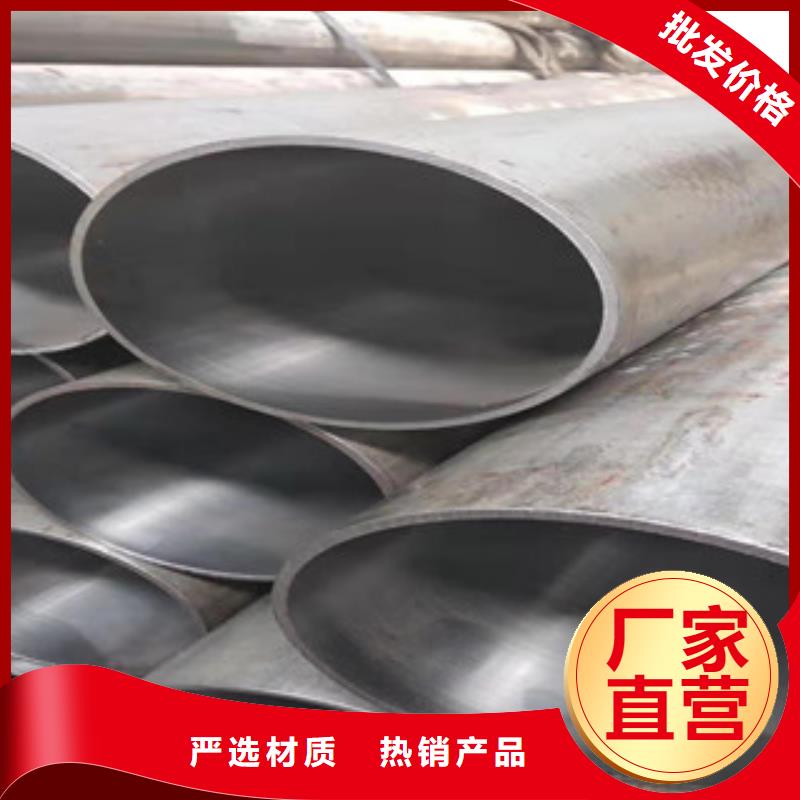
大口径厚壁绗磨管
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
大口径厚壁绗磨管


27simn液压研磨钢管厂家定做,新策钢管有限公司为您提供27simn液压研磨钢管厂家定做产品案例,联系人:姜先生,电话:18464439969、18464439969,QQ:,发货地:开发区大东物资公司3区28号。