

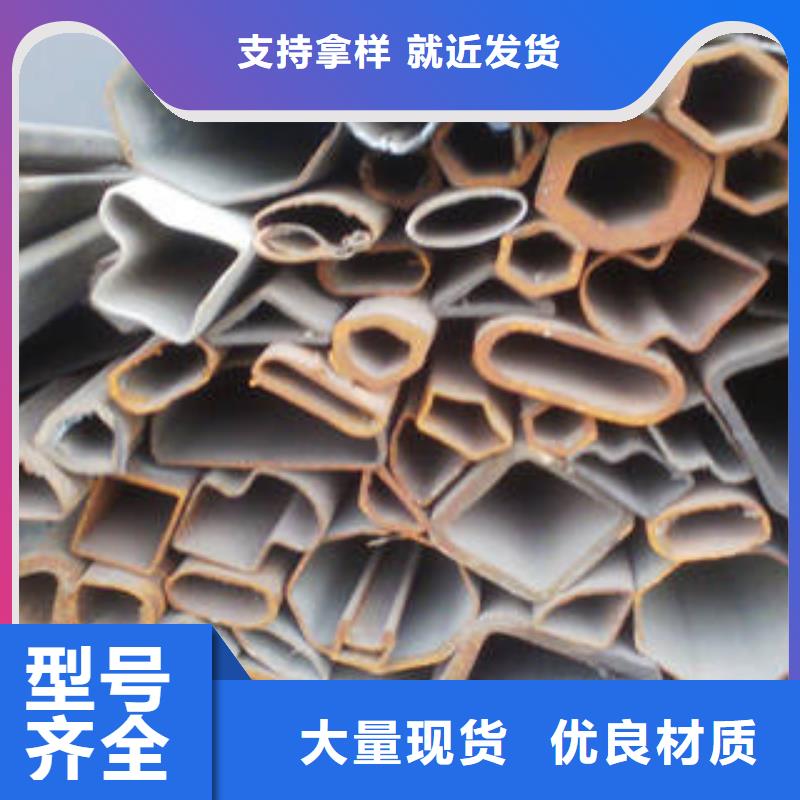

从技术方面来看,异型管行业在调整产品结构上有了长足的进步,2014年高附加值、高技术含量产品增长较快。从无缝管领域来看,石油专用管、高压锅炉管、气瓶、异型管液压支护管产量都有较大程度提高;从焊管领域来看,管线管、J55级表层石油套管、中低压锅炉焊管、高强度耐候建筑结构焊管、汽车传动轴管、钢塑复合管以及大口径方矩形管、精密异型焊管、气动液压焊管等都有较大程度的提高或开发,因而体现在经济效益好转。尽管上游原料价格上涨幅度较大,但异型管各企业在适应市场变化、调整产品结构和对标挖潜方面做了大量的工作,使钢管市场价格比较稳定,企业效益仍然上升。


异型管形状缺陷的九点控制方法
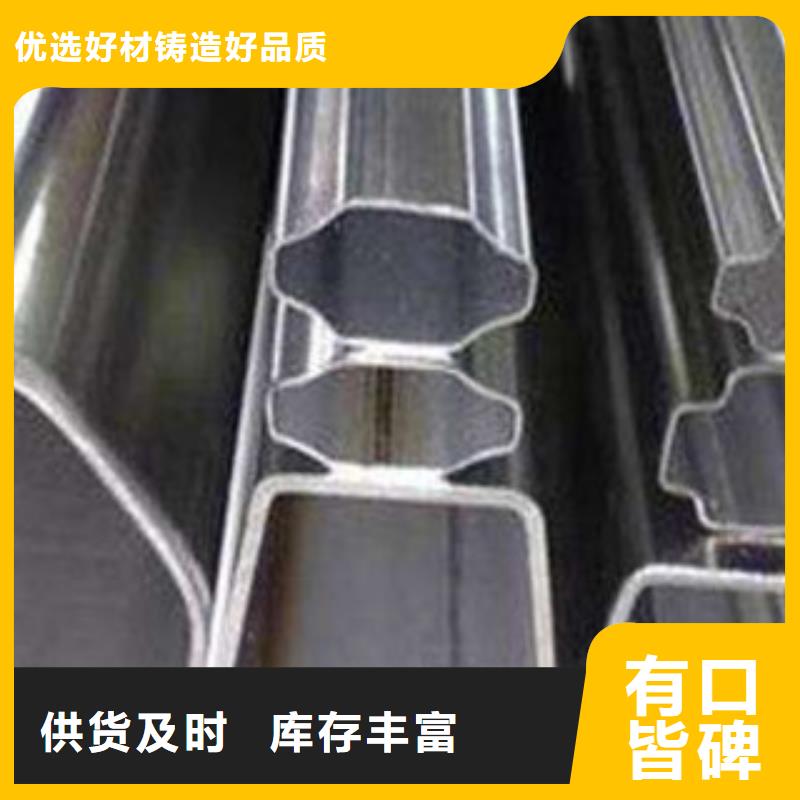
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。



异型管生产应的职业危害
(一)灼伤烧伤
在异型管的生产过程中,工人与钢渣、钢水及火焰接触的机会多,发生灼伤烧伤的危险性较大。特别是在机械化不够、体力劳动较多的情况下,如出渣、加料、打开出钢口和浇铸钢锭的过程中易发生烧伤。有效的防止烧伤的办法是实行机械化操作,同时加强个人防护。
(二)燃烧爆炸
异型管生产中可能引起煤气爆炸及钢水爆炸事故。加料时,要禁止加湿料,注意原材料内是否有。煤气管道应保持正常压力,盛钢水的钢水罐要烘干,地面不可有水或过于潮湿。


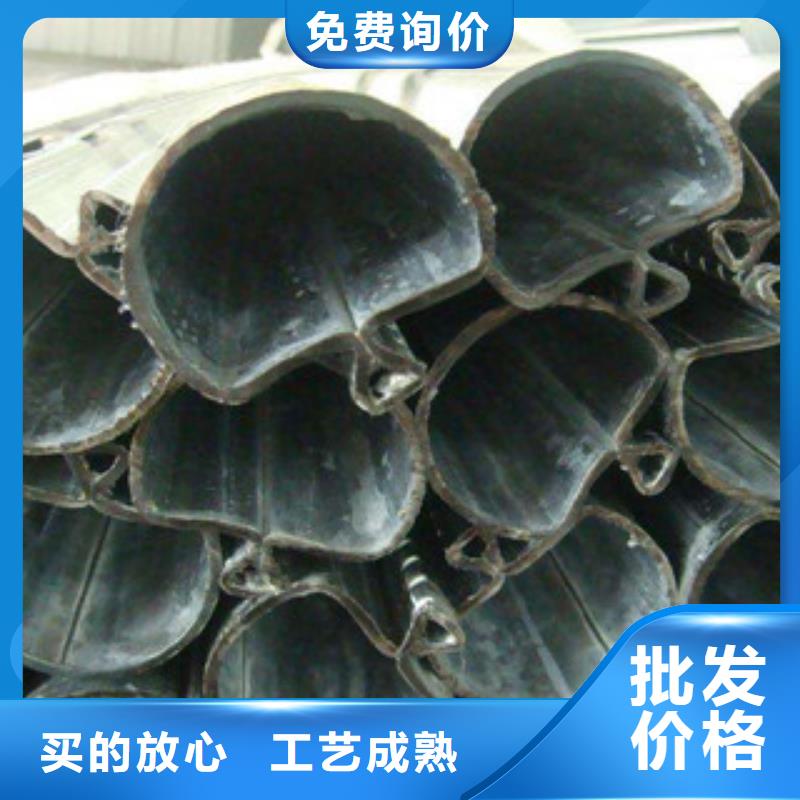
异型管与其他管材相比是*为结实的管材,他本身不具有其他管材的娇气,相比来说异型管在保养和运输途中如无意外条件,异型管本身不会造成损伤。异型管在运输途中应注意以下事项:
1、异型管本身采用钢管浸塑形成抗压强本身结实,在装卸途中应注意管材外壁涂层不要与尖状物,和过硬的物品发生碰撞挤压。
2、异型管储存应将管材放在平坦且地面没有石子等杂物的地面上,以免造成破损。
3、异型管在装车时应均匀平放,不要随意堆放。
4、异型管打包完成后不可以随意拆包,只有达到施工地点方可,开包后可能对异型管运输造成麻烦。


展望未来,浩融金属制品厂有限公司将继续坚持以“的 山东菏泽钢板产品与周到的服务”为核心,清晰的展现发展蓝图!我们相信有您的支持我们会做的更好!

