


联系我们

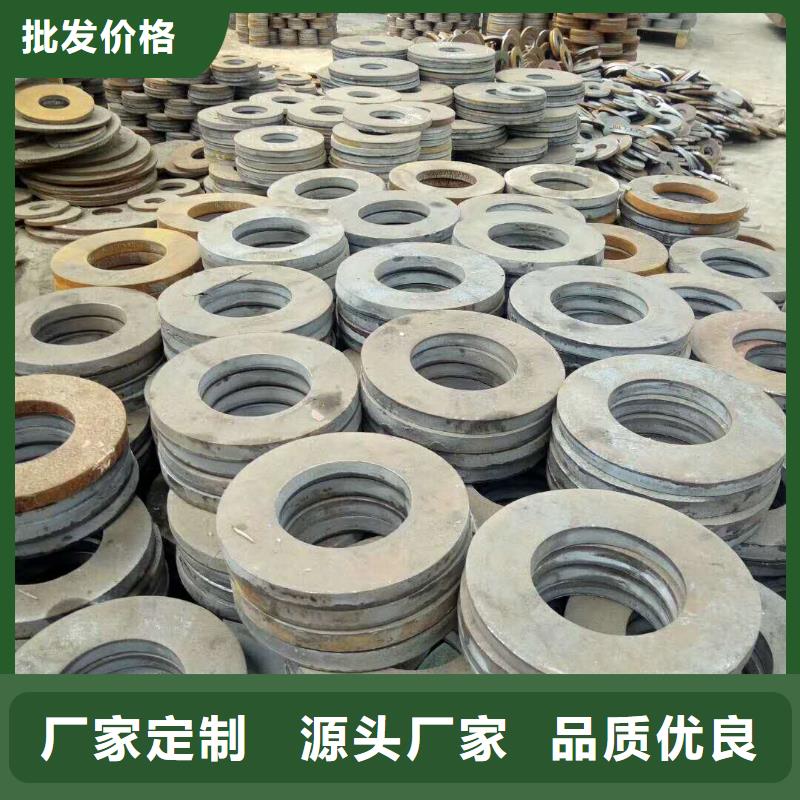
20#法兰毛坯规格齐全
更新时间:2024-11-07 04:31:27 浏览次数:1 公司名称:聊城 搏远金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000-8000 |
| 发货期限 | 电议 |
| 供货总量 | 500000吨 |
| 运费说明 | 3-7 |
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
| 产地 | 聊城 |
| 规格 | 齐全 |
| 颜色 | 黑色金属 |






1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009





高颈法兰又称之为对焊法兰,它与平焊法兰不同之处在于从法兰与管子焊接处到法兰盘有一段长而倾斜的高颈,此段高颈的壁厚沿高度方向逐渐过渡到管壁厚度,改善了应力的不连续性,因而增加了法兰强度。
高颈法兰主要用于工况比较苛刻的场合,如管道热膨胀或其他载荷而使法兰处受的应力较大或应力变化反复的场合,压力、温度大幅度波动的管道或高温、高压及零下低温的管道。高颈法兰不易变形,密封好,应用广泛,公称压力PN1.0MPa~PN25.0MPa左右。
高颈法兰按照密封面的种类可以分为:平面高颈法兰、突面高颈法兰、凹凸面高颈法兰、榫槽面搞法兰、环连接面高颈法兰。
松套法兰简称PJ法兰,平焊环松套法兰(PJ/RJ)是可以活动的法兰片,一般是配套在给排水配件上(伸缩节上常见),厂家出厂时伸缩节两端就各有一片法兰,平焊环松套法兰直接与工程中的管道、设备用螺栓连接。
一般来讲,在以下三种情况之一时用平焊环松套法兰:
1、节约成本。当管材材质特殊,价格昂贵时,焊接同样材质的法兰成本高。
2、不便于焊接或不便于加工或需要的强度大。如塑料管、玻璃钢管之类。
3、便于施工。如连接时法兰螺栓孔对应不便于找正或者防止日后更换设备法兰螺栓孔有变等。


2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。


搏远金属制品有限公司技术力量雄厚,安装团队实力强大,目前拥有 河南新乡异性件厂家项目部6个,专业施工人员70余人,中、专业人员10余人,一般技术人员及营销人员30余人。公司还有一支的售后服务队伍.
公司将本着诚实守信、质量、服务、服务于 河南新乡异性件厂家事业的原则,与海内外客户广泛合作,携手共创 河南新乡异性件厂家事业的美好明天。

