
45#无缝管品种多样视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:45#无缝管品种多样的图文介绍
无缝管生产工艺 1、荒管(管坯): 生产所用的不锈钢圆管坯原料称之为荒管。 2、切管: 生产不锈钢管时需将头、尾切除,包括投料时对荒管两头的平头、中间品的切断及成品定切。在切钢管时会产生钢管的废料。 3、酸洗、去油: 对不锈钢管表面因高温加热后产生的氧化铁皮进行去除,从而达到生产钢管的要求及成品要求。工程用酸为混酸(HNO3+HF)。 4、检验修磨: 对不锈钢无缝钢管的缺陷进行检查修磨,把不利的缺陷干净。 5、冷拔(轧): 对钢管进行变形达到所需要的规格,生产不同规格的钢管需经过多道次来回的酸洗、固溶处理。 6、固溶: 不锈钢无缝管经过冷拔(轧)后产生了金属加工硬化。为了加工硬化便于再加工,因此,要经过固溶处理将其破碎的晶粒恢复。同时,也是对成品钢管的机械性能予以保证。 7、矫直: 经固溶(退火)处理后的钢管因热变形产生钢管弯曲,为达到钢管出厂直度标准要将钢管调直。 8、润滑: 钢管在冷拔加工前,为了在变形过程中钢管金属与拔管模金属不直接产生摩擦,因而在钢管的内外表面涂上一层由高温纳基脂+石灰配制而成的润滑剂经烘干,以形成一层隔离层。


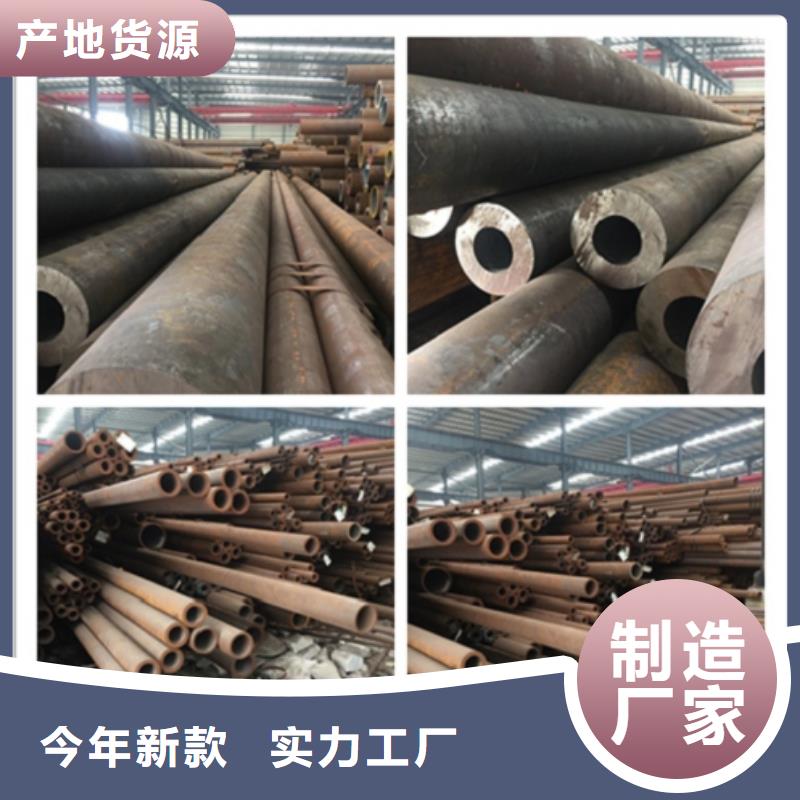
大口径合金无缝管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。



按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等, 热轧无缝管一般在自动轧管机组上生产。 实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径(减径)机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



您的需求,是我们创造的动力;您的满意,给予我们好的回报与奖励。为了满足您的需求,我们将不断地完善,致力优良的 浙江大口径无缝钢管产品及完善的售后服务! “真诚合作”、“务实创新”、“贴心服务”、“发展共赢”是艾斯特钢材有限公司的承诺,我们愿与各界朋友携手共进,共创未来。


精密无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。数值模拟技术极大地促进了制造技术的发展。 下面显示的例子是住友金属与其他公司的制造条件相比,在厚度方向和非均匀缺陷控制方面易于使用。为了验证厚度条件,住友金属优化阵列管模形状可以很好地模拟多端口型零件。集成制造无缝钢管轧制可以延伸出更长更薄的钢管。许多合金元件的热可行性可能导致各种缺陷。应用 无缝钢管是在自动轧管机上生产的。检查并实心坯料表面缺陷,切成所需长度,以坯料穿孔的端面为中心,然后送入加热炉加热,并在穿孔器上穿孔。在辊和顶的作用下,坯料内腔逐渐形成。然后将其送入自动轧管机并继续轧制。 ,整机全壁厚,直径由定径机固定,满足规格要求。采用连续轧管机生产无缝钢管是一种先进的方法。为了获得尺寸小、质量好的无缝钢管,必须采用冷轧、冷拔或两种方法的结合。冷轧通常是在双辊轧机上进行的。钢管是由一个具有可变截面的圆形槽和一个固定的锥形头组成的环形孔型轧制。冷拉通常是在 0.5~100t 单链或双链冷拔机上进行的。



