

以下是:保检测PE燃气管供应商的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 18 |
| 发货期限 | 含运费 |
| 供货总量 | 7892 |
| 运费说明 | 3天 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
以下是:保检测PE燃气管供应商的图文视频


【导语】:保检测PE燃气管供应商,润星电力管材有限公司为您提供保检测PE燃气管供应商,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,请联系润星电力管材有限公司,发货地:聊城塑料管材产业园发货到辽宁省 葫芦岛市 连山区、龙港区、南票区、绥中县、建昌县、兴城市。 辽宁省,葫芦岛市 1989年6月12日,国务院批准锦西市升格为地级市。葫芦岛市是辽宁沿海经济带渤海翼港口城市,是中国东北进入关内的重要门户,素有“关外市”之称,与渤海沿岸其他城市构成环渤海经济圈,海上运输主要有葫芦岛港和绥中港,是东北及内蒙东部近的出海口,近海海域盛产海产品,西部山区矿产资源十分丰富,其中钼、锌、金、石灰石等储量较大。境内自然景观和人文景观丰富,的有宁远古城、九门口水上长城、碣石秦汉遗址群等。葫芦岛市是中国旅游城市、森林城市、园林城市,是中国国际泳装文化博览会等活动的常驻举办城市,曾协办第十二届中华人民共和国全国运动会。
保检测PE燃气管供应商的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:保检测PE燃气管供应商的图文介绍


本文结合部分用户实际,介绍了聚乙烯球阀的相关技术标准和实际应用,以及分析了常见故障的原因、改进措施。随着聚乙烯(PE)管道在各地燃气输送管网中的大量使用,作为PE管道中不可缺少的管道控制元件一PE球阀随之受到越来越多的使用和重视,本文结合中石油华北石油管理局系统在敷设城市燃气管道中的应用实践,简要介绍PE球阀在实际使用中的情况和遇到问题时的解决办法,供大家参考和讨论。阀门的设置,主要用作管道检修、维护和预留管口,特别是在管道出现故障、需要临时断气的时候,阀门的作用尤为重要。作为管道的控制元件,除了必须具有与PE管道相同的耐压性外,阀门的功能主要体现在密封和扭矩两项:阀门在关闭时,必须有良好的密封性能。
这对于燃气输送管道来说,尤其是至关重要的;而在启闭阀门时,则需要阀门具有相对较小的扭矩,即较小的开启力而便于操作。国际标准规定PE球阀 带压(0.4MPa)开启扭矩为:dn≤63为35Nm63<dn≤125为70Nm125<dn≤225为150Nm。性能方面:无腐蚀、整体式阀体无泄漏、抗老化、寿命长,与PE管道相匹配、启闭力矩小,易于操作。结构方面:可直埋,无需建造阀门井。安装施工方面尤为突出:与PE管网连接方便,施工周期短、阀门重量轻,易于搬运和焊接、焊接质量可直接观察,无需作复杂的无损检测等。PE球阀是美国思凡诺思绰姆公司70年发、生产并采用,1997年国际标准化组织通过了IS010933产品标准。
2002年欧盟标准化组织批准了EN1555—4产品标准准,国际上欧美日韩等发达 已普遍使用,说明PE球阀已是技术成熟的产品。我国目前也已有北京、上海、天津、成都、兰州、乌鲁木齐等两百余个城市广泛使用。目前我国暂沿用国际标准IS010933和欧洲标准EN1555—4,我国 标准正在制定中。产品标准是识别产品是否合格的依据,作为聚乙烯(PE)燃气管道系统标准中的第3部分一GB15558—3-200XPE球阀部分,制定原则基本是依照国际标准IS010933和欧洲标准ENl555—4为基础,作一些符合中国实际情况的修改而成,其核心部分仍然是严格的检测。特别是针对球阀基本功能的检测,设定了各种条件、环境中的测试。
如简支梁弯曲、操作杆施压、静液压强度、冲击载荷、50次温度循环等条件下的密封性和启闭扭矩是否达到标准要求,对于PE球阀来说,这些都是强制性的要求。φ250及以上PE球阀目前尚无标准,生产企业标准可参照国际标准拟定,并完备标准规定的各种试验手段,其中阀门带压启闭扭矩(MAX)一般定为300Nm为宜(一个工人可启闭的力矩)。2.3我们在选择PE球阀时,(1)产品执行标准是否按照IS010933和ENl555—4执行;(2)生产过程中以及对终产品的检测能力是否具备;(3)企业的资情况;(4)企业的生产技术水平和质保体系是否通过IS2000版认证;(5)企业的销售服务承诺和能否切实实施。
这对于燃气输送管道来说,尤其是至关重要的;而在启闭阀门时,则需要阀门具有相对较小的扭矩,即较小的开启力而便于操作。国际标准规定PE球阀 带压(0.4MPa)开启扭矩为:dn≤63为35Nm63<dn≤125为70Nm125<dn≤225为150Nm。性能方面:无腐蚀、整体式阀体无泄漏、抗老化、寿命长,与PE管道相匹配、启闭力矩小,易于操作。结构方面:可直埋,无需建造阀门井。安装施工方面尤为突出:与PE管网连接方便,施工周期短、阀门重量轻,易于搬运和焊接、焊接质量可直接观察,无需作复杂的无损检测等。PE球阀是美国思凡诺思绰姆公司70年发、生产并采用,1997年国际标准化组织通过了IS010933产品标准。
2002年欧盟标准化组织批准了EN1555—4产品标准准,国际上欧美日韩等发达 已普遍使用,说明PE球阀已是技术成熟的产品。我国目前也已有北京、上海、天津、成都、兰州、乌鲁木齐等两百余个城市广泛使用。目前我国暂沿用国际标准IS010933和欧洲标准EN1555—4,我国 标准正在制定中。产品标准是识别产品是否合格的依据,作为聚乙烯(PE)燃气管道系统标准中的第3部分一GB15558—3-200XPE球阀部分,制定原则基本是依照国际标准IS010933和欧洲标准ENl555—4为基础,作一些符合中国实际情况的修改而成,其核心部分仍然是严格的检测。特别是针对球阀基本功能的检测,设定了各种条件、环境中的测试。
如简支梁弯曲、操作杆施压、静液压强度、冲击载荷、50次温度循环等条件下的密封性和启闭扭矩是否达到标准要求,对于PE球阀来说,这些都是强制性的要求。φ250及以上PE球阀目前尚无标准,生产企业标准可参照国际标准拟定,并完备标准规定的各种试验手段,其中阀门带压启闭扭矩(MAX)一般定为300Nm为宜(一个工人可启闭的力矩)。2.3我们在选择PE球阀时,(1)产品执行标准是否按照IS010933和ENl555—4执行;(2)生产过程中以及对终产品的检测能力是否具备;(3)企业的资情况;(4)企业的生产技术水平和质保体系是否通过IS2000版认证;(5)企业的销售服务承诺和能否切实实施。



润星电力管材有限公司深入了解您的每一个需求,为您提供适合全套的 辽宁葫芦岛PE钢带增强螺旋波纹管方案设计,致力于您的 辽宁葫芦岛PE钢带增强螺旋波纹管使用感受。


随着PE燃气管道越来越多的替换老旧铸铁管道,一些不常遇到的问题就接踵而至,有些客户会问,PE燃气管这么好用,那么与球阀、蝶阀之类的阀门连接时,应该怎样连接?PE燃气管与阀门(闸阀|蝶阀)连接,一般情况下PE燃气管道与铸铁管以及阀门连接时,都采用法兰连接,这是常用的PE燃气管连接方式。PE燃气管与阀门连接之法兰连接操作步骤,按金属管法兰连接要求,将一个钢质法兰片焊接在待连接的钢管端部。将另一个钢质法兰片(背压活套法兰)套入待连接的聚乙烯PE法兰连接件(跟型管端)的端部。按聚乙烯PE燃气管连接要求,将法兰连接件(跟型管端)平口端与聚乙烯PE燃气管进行热熔连接或电熔连接。将法兰垫片或密封圈放入金属管端钢质法兰片与法兰连接件(跟型管端)端面。
并使连接面配合紧密。安装螺栓,对称位置均匀紧固螺栓——安装完成。本图适用于PE燃气管材的热熔连接,当dn≤110时,采用热熔承插连接;当dn≥110时,采用热熔对接连接。PE燃气管热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面商的污物。PE燃气管热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接管件或在连接件上施加任何外力。PE燃气管材、PE燃气管件热熔承插连接操作步骤。PE燃气管材端口外部宜进行倒角,角度不宜小于30℃,且管材表面坡口长度不大于4mm。
测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。PE燃气管材、管件连接面商的污物应用洁净棉布擦净。公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。PE燃气管材插口外表和PE燃气管件承口内表面应使用热熔承插式加热工具加热。加热完毕后,待连接件应迅速脱离承插连接加热工具,检查连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力将PE燃气管材插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。给水用聚乙烯(PE)管件应符合 标准《给水用聚乙烯(PE)管道系统第2部分:管件》GB/T13663.2-2005的相关规定及要求。
并使连接面配合紧密。安装螺栓,对称位置均匀紧固螺栓——安装完成。本图适用于PE燃气管材的热熔连接,当dn≤110时,采用热熔承插连接;当dn≥110时,采用热熔对接连接。PE燃气管热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面商的污物。PE燃气管热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接管件或在连接件上施加任何外力。PE燃气管材、PE燃气管件热熔承插连接操作步骤。PE燃气管材端口外部宜进行倒角,角度不宜小于30℃,且管材表面坡口长度不大于4mm。
测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。PE燃气管材、管件连接面商的污物应用洁净棉布擦净。公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。PE燃气管材插口外表和PE燃气管件承口内表面应使用热熔承插式加热工具加热。加热完毕后,待连接件应迅速脱离承插连接加热工具,检查连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力将PE燃气管材插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。给水用聚乙烯(PE)管件应符合 标准《给水用聚乙烯(PE)管道系统第2部分:管件》GB/T13663.2-2005的相关规定及要求。



在HDPE燃气管运用的过程中,滴溅到工件表面上,造成工件表面的涂层出现难看的缩孔问题。而除了采取方法之外,我们还需要去检查一下喷涂的涂料含量中,水质的含油量的参数问题。如果说水质的含油量过高的话,机械设备工件表面的涂层,就很容易出现难看的缩孔问题。工件涂层的缩孔问题之所以会有较高的出现频率,不仅仅是因为PE管喷涂涂料的规格参数的问题。如果说工件表面喷涂的涂料在未使用之前,出现了受潮而影响了涂料喷涂性能的情况时,也容易让工件表面的涂层,出现难看的涂层缩孔问题。
HDPE燃气管施工正确的解决方法,就是施工人员在调试喷涂涂料的粘度参数时,可以增加一项涂料进水过滤器的过滤工作。在有效控制PE管的涂料含量中水质的含油量过大问题的同时,也避免了PE管中的供水泵,在运作的过程中出现漏油的问题。而正是因为这样的解决方法,才能够有效避免机械设备工件涂层的缩孔问题出现。随着科技技术的不断创新和提高,人们对PE管的要求更加高,可以通过上述方法减少涂层缩孔。大家在实际操作中,可以根据文中讲解的内容对管材的质量进行维护,希望对大家有帮助作用。
HDPE燃气管热熔对接是采用热熔对接焊机来加热PE聚乙烯管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的文章为大家介绍。用电动旋刀分别将PE聚乙烯管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。PE聚乙烯管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
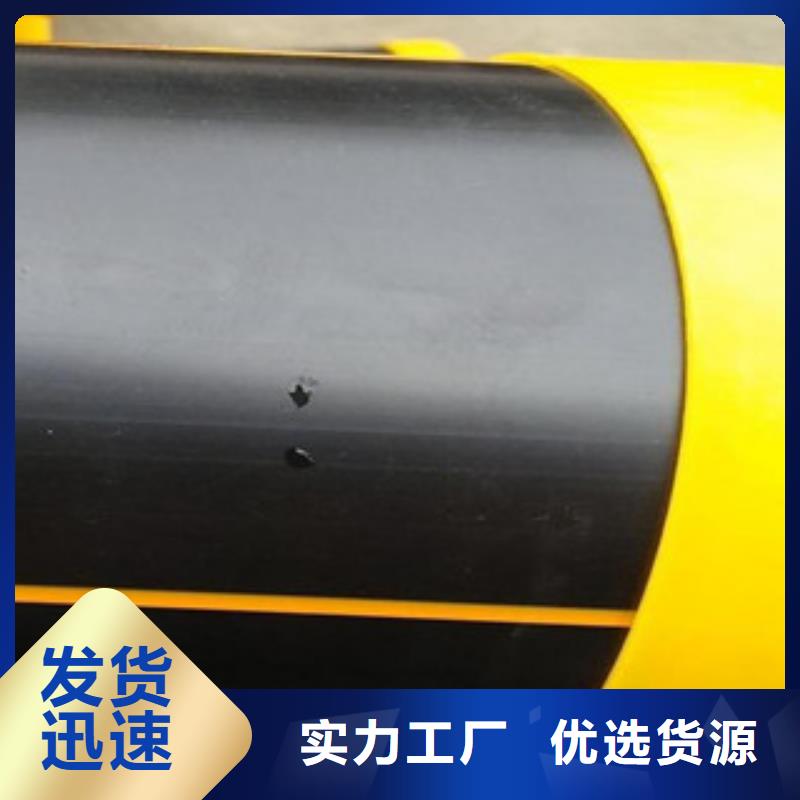
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。
HDPE燃气管施工正确的解决方法,就是施工人员在调试喷涂涂料的粘度参数时,可以增加一项涂料进水过滤器的过滤工作。在有效控制PE管的涂料含量中水质的含油量过大问题的同时,也避免了PE管中的供水泵,在运作的过程中出现漏油的问题。而正是因为这样的解决方法,才能够有效避免机械设备工件涂层的缩孔问题出现。随着科技技术的不断创新和提高,人们对PE管的要求更加高,可以通过上述方法减少涂层缩孔。大家在实际操作中,可以根据文中讲解的内容对管材的质量进行维护,希望对大家有帮助作用。
HDPE燃气管热熔对接是采用热熔对接焊机来加热PE聚乙烯管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的文章为大家介绍。用电动旋刀分别将PE聚乙烯管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。PE聚乙烯管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。

【总结】:选购保检测PE燃气管供应商来辽宁省葫芦岛市找润星电力管材有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15006359263,{QQ:292543758},地址:[塑料管材产业园]。














