

想要更直观地感受16/24.2-14.7套筒厂家-交期短产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:16/24.2-14.7套筒厂家-交期短的图文介绍


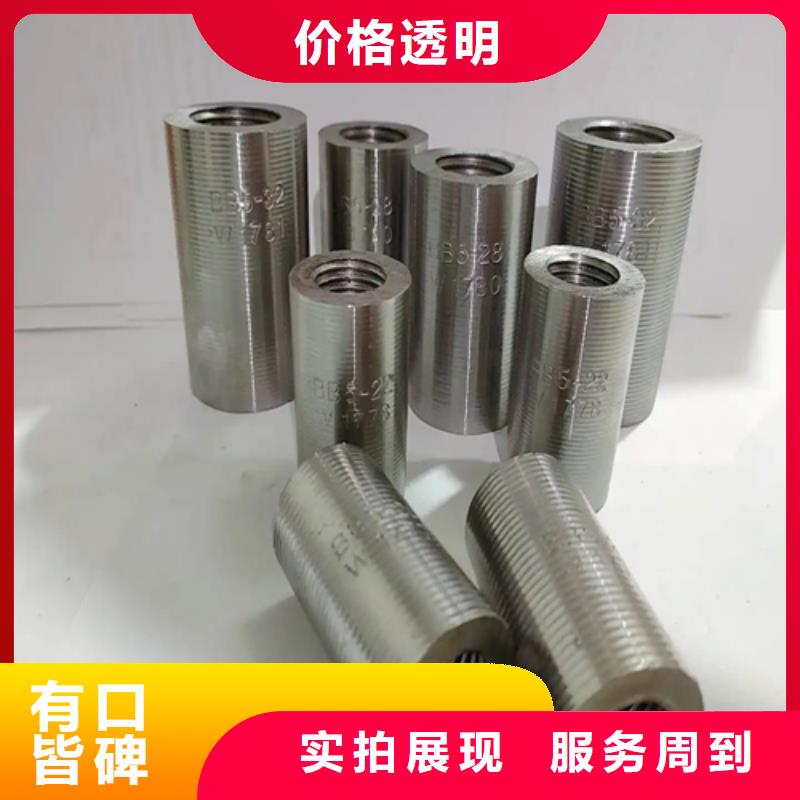
钢筋套筒连接套筒工艺原理:钢筋连接套筒等强滚轧直螺纹连接原理为:通过滚轮将钢筋端头部分压圆并一次性滚出螺纹和套筒通过螺纹连接形成的钢筋机械接头。直螺纹接头连接有六种类型:(变径型、扩口型这里不作介绍)Ⅰ型连接(标准型接头)用途可能的自由自转情况。使用铁棍原因相互在锁桥梁片断的端点力量对面。愿选择标准套筒或变径型连接套筒。Ⅱ型连接(加长型接头)用于钢筋过于长而密集,不便转动的场合。钢筋连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧人被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。



钢筋套筒外观检查,连接套筒螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。尺寸检查重要尺寸(外径、长度)及螺纹牙型、精度应经检验符合厂家产品设计图纸要求。内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P为一个螺距长度)。允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。一般试验项目:抗拉强度。

验收批及取样数量接头同一施工条件下的同一批材料的同等级、同规格接头以500个为一个验收批进行检验与验收不足500个时也作为一验收批。每一验收批随机抽取3个试件做单向拉伸试验。接头拉伸试件长600㎜接头应位于试件中部。取样单填写内容应包括委托单位、工程名称、建设单位、取样时间、钢筋生产厂家或产地、钢筋套筒级别或牌号、钢筋规格、焊接连接方式、使用部位、试件组数、要求检验项目、取样人、见证人、见证号等。合格率要求:钢筋直螺纹套筒或锁母的抽检合格率应不小于95%。当抽检合格率小于95%时,应另抽取同样数量的产品重新检验。


钢筋套筒但应注意:端面顶紧与螺纹螺尾处大径自锁之间的区别。根据上述分析,钢筋下料端面是否平直是滚轧直螺纹钢筋连接丝头制作质量控制的第1道重要工序,也是大多数使用单位容易忽视的一个重要环节。在钢筋下料时除应注意下料方法外,还应注意钢筋待加工丝头螺纹出现弯曲时应调直,钢筋弯曲会造成钢筋丝头螺纹出现不完整的螺纹超差,不仅影响了钢筋丝头的外观质量,严重时候还会对接头的承载能力也会有一定的影响。 钢筋套筒怎样操作可避免松动现象发生呢?1、机械防松:机械防松是用止动件直接限制螺纹副的相对滚动。如选用开口销、串连钢丝和止动垫圈等。由于止动件没有预紧力,螺母松退到止动位置时,防松止动件才能起作用,因此,这种方法实际上不防松而是避免脱落。



云海旭金属材料有限公司实施以人为本的现代化管理体制,注重提高员工的整体素质,目前拥有高工35名,中级职称人员200余人,员工1000余人,以确保生产的专业化, 湖南张家界钢筋套筒价格产品的高质量.本厂承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。


钢筋套筒连接套筒使用前的准备工作:1.选择相应的钢筋连接套筒。如果连接钢筋的厚度不同,可选择异径套管进行连接。2.钢筋端部应平整,不得有“马蹄形”端面。用钢筋平切机进行钢筋的切割是很容易的。3.剥肋预埋后,钢筋不得与套管松脱。露出2-3个螺纹齿,用扭力扳手拧紧钢筋和套筒。4.完整的施工设计图纸,包括可能工作的应急预案等。5.钢筋穿线后,应将螺纹牙充分包裹,损伤过大时应及时更换滚轮,以免螺纹牙受力不均影响接头质量。6.钢筋穿线机应定期进行维护保养,并加乳化油,使穿线机保持平稳,以提高穿线机的使用寿命。



