



无需繁琐的文字描述,观看我们的视频,让锅炉换热器弯管批发产品一览无余!
以下是:锅炉换热器弯管批发的图文介绍

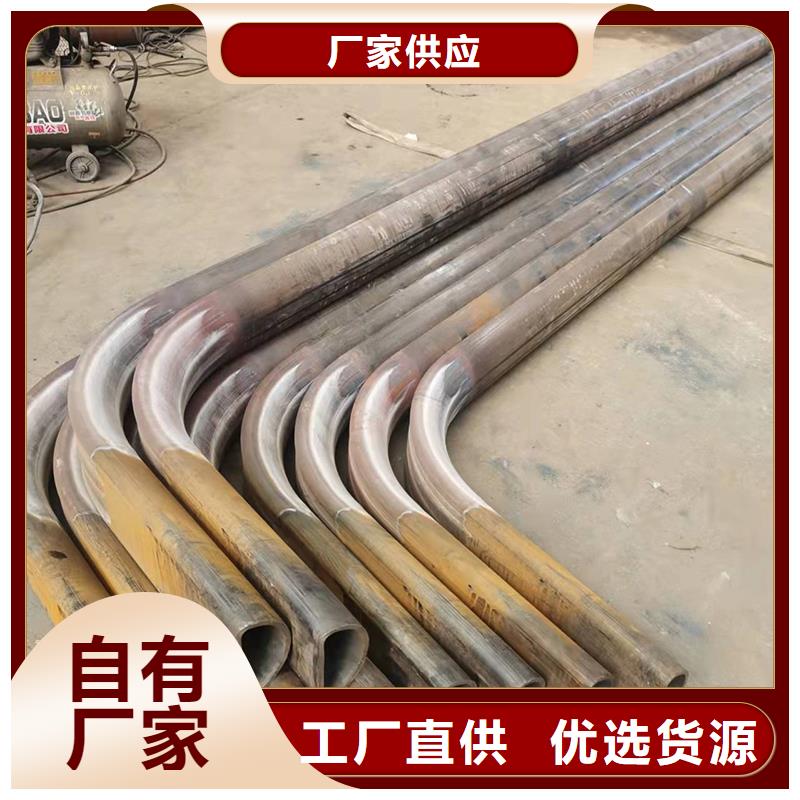
主要特点/弯管机,结构方面 弯管机图册 1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易; 2、床身结构稳固,不易变形; 3、每一档可设定16个弯管角度,记忆体可储放16组档案; 4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°; 5、错误讯息在屏幕上显示,帮助操作者立即排除; 6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。 工艺方面 弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。


弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。 1、模具没有做好!或者磨损了。 2、弯管方式不对,可以的话,选用旋转拉弯式的。 有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。 公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。 欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。 我有限公司专业从事方管弯圆加工,圆管弯圆加工,h型钢拉弯加工,弯管加工.我公司弯管加工经验丰富,行业领先的圆管弯圆加工,h型钢拉弯加工服务,各种规格的拉弯加工深受用户欢迎!



航萧管件有限公司长期从事 四川成都中频弯管等产品的销售工作。公司始终坚持以人为本,诚信立业的经营原则,荟萃业界精英,管理方法及企业经验与国内市场发展具体实际相结合,为企业提供的设计方案,使企业在激烈的市场竞争中始终保持竞争力,实现企业快速稳定的发展。公司人才结构合理,为了开发出真正适合企业需求的产品,紧密跟踪国内前沿行业方面的技术和行业发展特点,不断优化产品,令用户得到优质的服务和良好的投资回报。我们信奉“诚信为本、用户至上”的宗旨。以市场的需求为导向、以客户的需求为标准、以先进的技术为依托、以科学的管理为基础,竭诚为用户提供各种产品加工和技术服务。您的需要就是我们的目标,竭诚欢迎新老用户咨询、洽谈、合作,共谋发展。


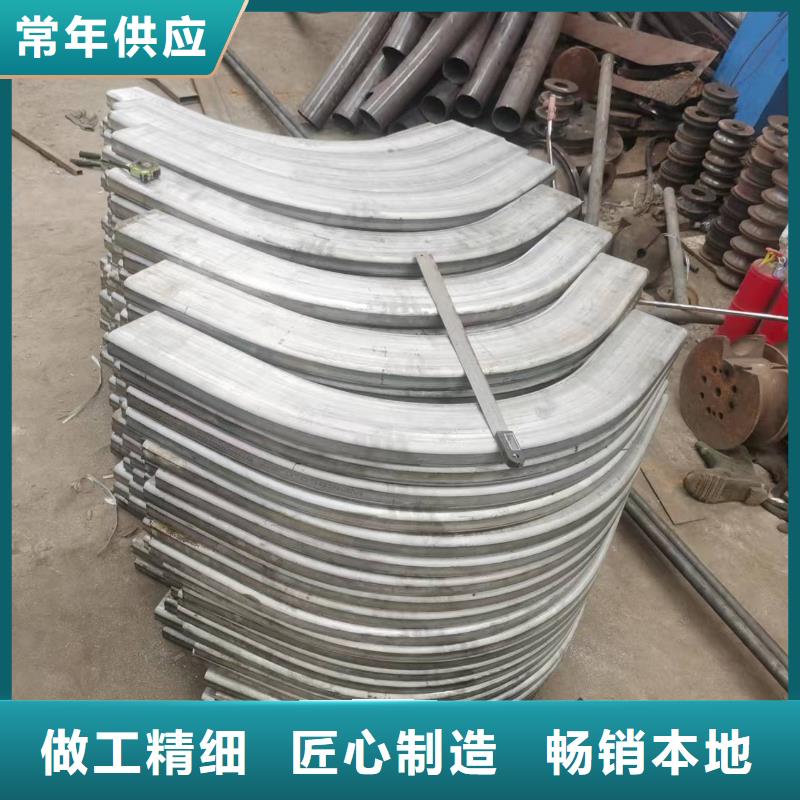
弯管的质量下降是什么原因引起的。a、影响弯管质量的原因还有这两点:弯管本身自带的弯曲性,弯管表面的腐蚀程度。在作业的时候,工作人员首先要清楚被加工管道的原材料有哪些,对于加工性能要有所了解,尤其是对其表面的腐蚀程度要做出准确的判断。 b、在纯弯曲的时候,弯管中性层的外侧受拉力在外力的影响下而变薄,内侧的受压力在这起作用下而变厚,管子的横截面因为合力的缘故发生改变,从而引起了弯管质量的下降。改善方式:按照规定要求,严格控制RX和SX的数值来确保质量。 c、弯胎的精度是可以直接决定弯管质量的原因之一,在制作弯胎的时候,尺寸一定要控制在规定范围内。 d、弯管时外侧拉力变厚内侧压力变薄,所在的方位和弯管的方式是不一样的,在压缩弯曲的过程中,中性轴是处在距离外壁的三分之一的地方,在回弯工作的时候,中性轴是在距离外壁的三分之二处,由此可见,使用旋弯的方法对于弯曲薄壁管道是有益处的。



