
想要探索35#精密管供货商的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:35#精密管供货商的图文介绍
您的需求,是我们创造的动力;您的满意,给予我们好的回报与奖励。为了满足您的需求,我们将不断地完善,致力优良的 吉林四平冷轧精密无缝钢管产品及完善的售后服务! “真诚合作”、“务实创新”、“贴心服务”、“发展共赢”是大金钢管制造有限公司的承诺,我们愿与各界朋友携手共进,共创未来。


吉林四平精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。 吉林四平精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。



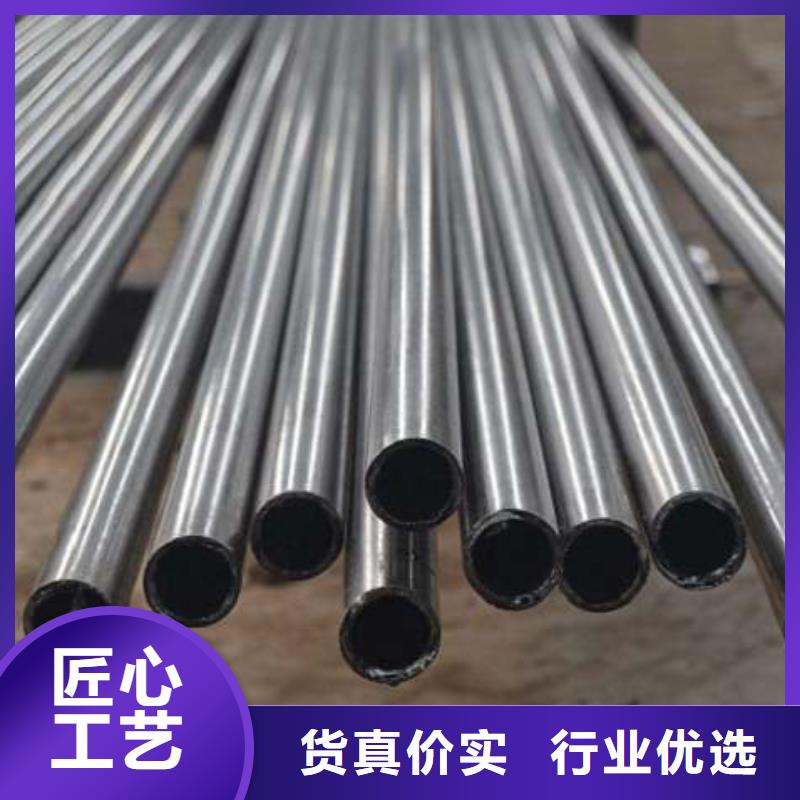
精密无缝管具备空心横截面,很多作为运输液体的管路,如运输原油、燃气、液化气、水及一些 固态原材料的管路等。无缝钢管与园钢等实芯不锈钢板材对比,在抗弯强度抗扭抗压强度同样时, 净重比较轻,是一种经济发展横截面不锈钢板材。那么精密无缝管的加工方式有哪些呢?下边我给 大伙儿详细介绍下。 1、热扎法 吉林四平精密管一般在全自动轧管机组下加工制造。实芯管料经查验并防止表层缺点,裁成所需长 短,在管料破孔端端表面放心,随后送到热处理炉加温,在切割机上破孔。在破孔与此同时持续转 动和前行,在热轧带钢和顶边的功效下,管料內部慢慢产生内腔,称毛管。再送至全自动轧管机上 再次冷轧。经均整个机械均整壁厚,经定径机定径,做到规格型号规定。运用回转式轧管机组加工 制造热扎精密无缝管是较的方式。 2、冷轧、冷拉或是二者协同 若欲得到规格更小和品质更强的无缝钢管,应选用冷轧、冷拉或是二者协同的方式。冷轧一般 在二辊式挤压机上开展,无缝钢管在变横断面圆洞槽和没动的锥型顶边所构成的环状板孔中冷轧。 冷拉一般 在0。5~100T的多肽链式或双链条式冷拔机上开展。 3、挤压成型法 将要加温好的管料放到密闭式的挤压成型圆桶内,破孔棒与挤压成型杆一起健身运动,使挤压 成型件从较小的模孔中挤压。此方法可加工制造直徑较小的无缝钢管。



为了降低冷轧 吉林四平精密管的脆性,将淬火后的冷轧吉林四平精密钢管在高于室温而低于650℃的某 一适当温度进行长时间的保温,在进行冷却,这种工艺成为回火。退火、正火,回火是整体热处理 中的“四把火”,其中的淬火与回火关系密切,常常配合使用,近期精拔钢管在市场上呈怎样的趋 势呢?缺一不可。“四把火”随着加热温度和冷却方式的不同,又演变出不同的热处理工艺。精密 钢管为了获得一定的强度和韧性,把淬火和高温回火结合起来的工艺,成为调质。某些合金淬火形 成过饱和固溶体后,将其置于室温或稍高的适当温度下保持较长的时间,以提高合金的硬度,强度 或电性磁性等。这样的热处理工艺成为时效处理。 近期吉林四平精密钢管在市场上呈怎样的趋势呢? 精密 钢管主要特点是无缝焊接,可承受较大的压力。产品可以是很粗糙的铸态或冷拔件。吉林四平精密钢管是近 几年出现的产品,吉林四平精密钢管原材料走势出现分化主要是内控,分类2外壁尺寸有严格的公差及粗糙 度。吉林四平精密钢管是一种通过精拔或冷轧处理后的一种高精度的钢管材料。由于吉林四平精密钢管内外壁无氧化 层,承受高压无泄漏,吉林四平精密钢管,高光洁度,吉林四平精密钢管原材料走势出现分化冷弯不变形。吉林四平精密钢管 朱啊哟发生在合金结构钢和低合金超高强度精拔钢管等钢种。


吉林四平精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。 吉林四平精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。


