


联系我们

当前位置:
聊城 润星电力管材有限公司 >
六安本地产品推荐News
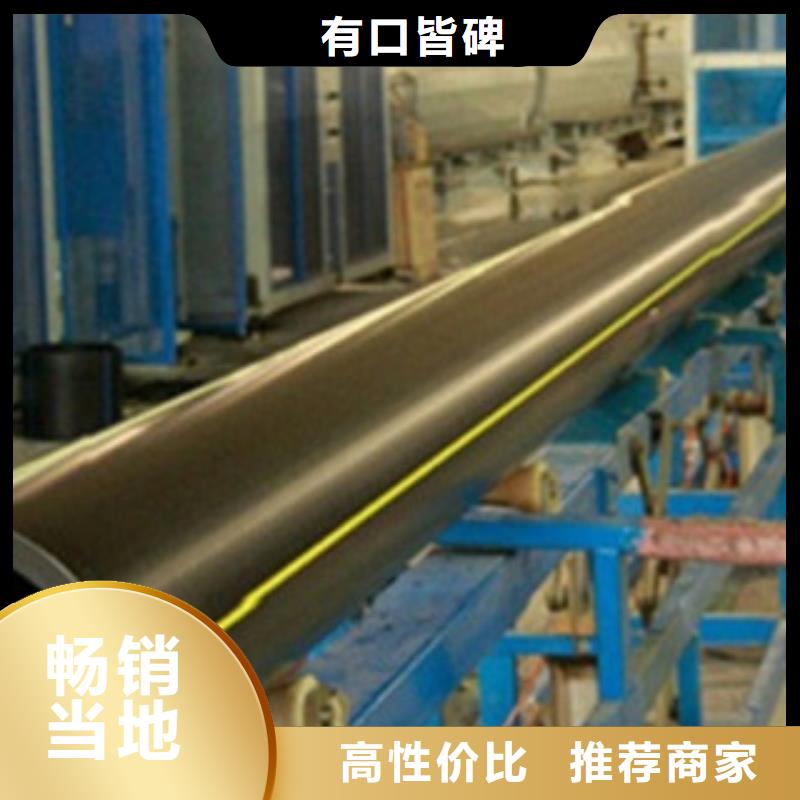
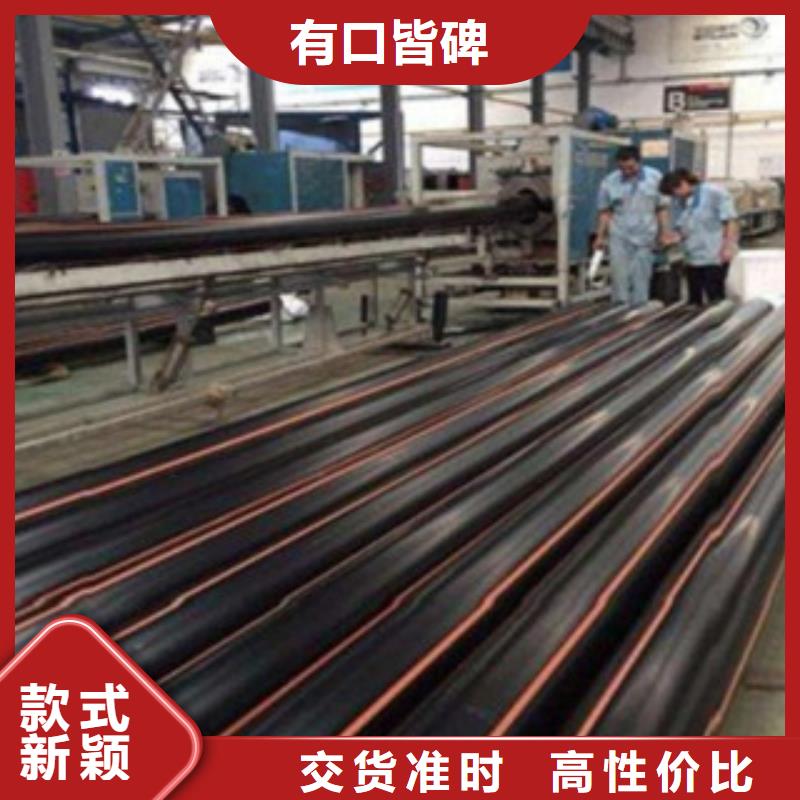
北欧化工PE燃气管生产工艺
更新时间:2024-12-23 07:43:32 浏览次数:3 公司名称:聊城 润星电力管材有限公司
以下是:北欧化工PE燃气管生产工艺的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
以下是:北欧化工PE燃气管生产工艺的图文视频



北欧化工PE燃气管生产工艺,润星电力管材有限公司为您提供北欧化工PE燃气管生产工艺,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,请联系润星电力管材有限公司,发货地:聊城塑料管材产业园发货到安徽省 六安市 金安区、裕安区、寿县、霍邱县、舒城县、金寨县、霍山县。 安徽省,六安市 六(lù)安市,别称“皋城”、“皖西”,安徽省辖地级市,位于安徽省西部,大别山北麓,长江三角洲西翼,毗邻省会合肥市,地势西南高峻,东北低平,呈梯形分布,属于北亚热带向暖温带转换的过渡带,总面积15451.2平方千米。截至2023年2月,全市辖3个区、4个县。截至2022年底,六安市常住人口437.9万人。
想了解我们的北欧化工PE燃气管生产工艺产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:北欧化工PE燃气管生产工艺的图文介绍

试压完毕紧接着就要回填,未试压的焊口要预留出来。PE燃气管沟回填,注意不要把大的石头杂物回填。容易引起PE燃气管破坏的几种方式的问题。绿化市政工程队PE燃气管的破坏。温度对PE燃气管的影响,在遇到高温时PE燃气管容易破坏。施工过程中外界环境对PE燃气管的影响。PE燃气管在农村的铺设也会成为一个必然,PE燃气管在性价比上还是要强于钢管的,但也存在着自身的不足。PE燃气管设计是否合理,基本就是管材能否正确选择,压力计算是否得当的问题。设计也是引发PE燃气管泄露的首要原因。施工问题,也就是PE燃气管材管件能否正确选择,管材管件焊接是否牢靠的问题。人为破坏的问题,也就是对地下PE燃气管网不熟悉还进行盲目开挖盲目施工的问题。
长期损耗的问题,PE燃气管都是有寿命的,过了年限不及时更换的问题。PE燃气管突发泄露的抢修办法及方案。PE燃气管马鞍修补法,这种办法只适用于PE燃气管有划痕或有小孔泄露不严重的时候。PE燃气管带气换管法,这种办法适用于110及以下的口径,采用夹扁断气进行局部换管的方法。PE燃气管封堵装置带气换管法,适用于大于110口径的PE燃气管进行抢修换管或末端带气换管。试压PE燃气管道连接,管线上设有球阀的在球阀处设成连接点,试压的管线距离不宜超过500米。PE燃气管吹扫,介质用压缩空气,温度不得超过40度。PE燃气管强度试验,通入压缩空气,缓慢升压,压力达到设计压力的1.5倍,检查是否漏气,稳压一个小时。
无压差视为合格。PE燃气管严密性试验,强度试验合格后,压力降为设计压力的1.15倍,保压24小时,每小时记录一次。PE燃气管电熔连接的规定与方法。PE燃气管连洁端应切割平整,PE燃气管电熔连接的焊接接头应进行外观检验。PE燃气管在施工过程中电熔焊接时不可或缺的一种连接方法。PE燃气管焊口不应有熔融材料从PE燃气管件内流出。PE燃气管电熔焊接完成后,观察孔一定要达到生产厂家的要求。PE燃气管焊口符合电熔连接中的外观规定。PE燃气管的施工标准与规范。在PE燃气管的使用过程中,管道铺设的质量是影响PE燃气管寿命的主要因素。PE燃气管的铺设更为重要,能按照正常的施工标准与施工规范来进行铺设才可以发挥PE燃气管的优越性能。
PE燃气管施工前的准备工作,重要的是要观察好图纸验收好PE燃气管材管件。严格按照图纸来进行开挖PE燃气管沟。保证PE燃气管沟底部的平整。PE燃气管沟内PE燃气管的敷设。PE燃气管的连接与装配工作。PE燃气管的试压,遵循1.5倍的原则。采用无杂物的细沙或沙土来进行PE燃气管沟回填夯实。PE燃气管越来越多的代替钢管应用到了天然气的传输工程中,起着不可替代的作用。PE燃气管的沟槽回填时一定要夯实。正确使用PE燃气管热熔焊接机和电熔焊接机,严格按照操作规程来施工。PE燃气管的强度没钢管强,在回填的时候一定要注意不能有砖头瓦块之类的杂物,下管时和回填时都要铺一层细沙。PE燃气管的安装普遍存在使用不合格的PE燃气管。
长期损耗的问题,PE燃气管都是有寿命的,过了年限不及时更换的问题。PE燃气管突发泄露的抢修办法及方案。PE燃气管马鞍修补法,这种办法只适用于PE燃气管有划痕或有小孔泄露不严重的时候。PE燃气管带气换管法,这种办法适用于110及以下的口径,采用夹扁断气进行局部换管的方法。PE燃气管封堵装置带气换管法,适用于大于110口径的PE燃气管进行抢修换管或末端带气换管。试压PE燃气管道连接,管线上设有球阀的在球阀处设成连接点,试压的管线距离不宜超过500米。PE燃气管吹扫,介质用压缩空气,温度不得超过40度。PE燃气管强度试验,通入压缩空气,缓慢升压,压力达到设计压力的1.5倍,检查是否漏气,稳压一个小时。
无压差视为合格。PE燃气管严密性试验,强度试验合格后,压力降为设计压力的1.15倍,保压24小时,每小时记录一次。PE燃气管电熔连接的规定与方法。PE燃气管连洁端应切割平整,PE燃气管电熔连接的焊接接头应进行外观检验。PE燃气管在施工过程中电熔焊接时不可或缺的一种连接方法。PE燃气管焊口不应有熔融材料从PE燃气管件内流出。PE燃气管电熔焊接完成后,观察孔一定要达到生产厂家的要求。PE燃气管焊口符合电熔连接中的外观规定。PE燃气管的施工标准与规范。在PE燃气管的使用过程中,管道铺设的质量是影响PE燃气管寿命的主要因素。PE燃气管的铺设更为重要,能按照正常的施工标准与施工规范来进行铺设才可以发挥PE燃气管的优越性能。
PE燃气管施工前的准备工作,重要的是要观察好图纸验收好PE燃气管材管件。严格按照图纸来进行开挖PE燃气管沟。保证PE燃气管沟底部的平整。PE燃气管沟内PE燃气管的敷设。PE燃气管的连接与装配工作。PE燃气管的试压,遵循1.5倍的原则。采用无杂物的细沙或沙土来进行PE燃气管沟回填夯实。PE燃气管越来越多的代替钢管应用到了天然气的传输工程中,起着不可替代的作用。PE燃气管的沟槽回填时一定要夯实。正确使用PE燃气管热熔焊接机和电熔焊接机,严格按照操作规程来施工。PE燃气管的强度没钢管强,在回填的时候一定要注意不能有砖头瓦块之类的杂物,下管时和回填时都要铺一层细沙。PE燃气管的安装普遍存在使用不合格的PE燃气管。


HDPE燃气管热熔对接是采用热熔对接焊机来加热PE聚乙烯管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的文章为大家介绍。用电动旋刀分别将PE聚乙烯管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。PE聚乙烯管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。



润星电力管材有限公司长期以来培养 安徽六安PE钢带增强螺旋波纹管技术人才,积累了从 安徽六安PE钢带增强螺旋波纹管产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 安徽六安PE钢带增强螺旋波纹管产品。
质量方针:以客户为中心、以 安徽六安PE钢带增强螺旋波纹管质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。


HDPE的密度在0.940g/。C以上;中密度聚乙烯(MDPE)密度范围0.926~0.940g/CC。其它分类法有时把MDPE归类于HDPE或LLDPE。均聚物具有 密度、刚度,良好的防渗透性和 的熔点,但一般具有很差抗环境应力开裂(ESCR)。ESCR是PE抗由机械或化学应力所引起的开裂性的能力。更高的密度一般改进了机械强度性,例如拉伸强度、刚度和硬度。热性能如软化点温度和热变形温度;防渗透性,如透气性或水蒸气透过性。较低的密度改进其冲击强度和E-SCR。聚合物密度主要是受共聚单体加入的影响,但较少程度也受分子量影响。高分子量百分数使密度略有降低。例如,在一个较宽分子量范围内均聚物具有不同的密度。
PE低压灌溉管的性能:高密度聚乙烯为、无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941~0.960。它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。介电性能,耐环境应力开裂性亦较好。滴灌管道采用的是PE燃气管。“膜下滴灌”是 推广应用的新型节水增产灌溉新技术,是继化肥、、种子、地膜、喷灌之后的又一项技术。此项技术主要包括滴灌、铺膜两项关键环节。农田应用该技术时可将水均匀、定时、定量、 含水量供给庄稼,地膜的使用则可保墒、提墒、灭草、增加地温,减少水分蒸发。农田灌溉专用PE燃气管由传统的由“大田漫灌”转为直接给庄稼“打点滴”,地面灌溉设施省去了主渠、支渠、毛渠。
河曲县水利局技术人员介绍说,膜下滴灌将传统的明渠暗渠由地下管道所。替代,水源通过地下管道进入农作物根系,以滴水的方式输送到每株作物的根部。膜下滴灌种植,可一次性完成播种、铺膜,肥料也可随水流直接到达作物根系部位,使根的生长始终处于 状态。该技术不仅节水,还可改良土壤、增产增效,是传统灌溉农业无法相比的。实践效果显示,使用膜下滴灌技术,比普通漫灌节水30%左右。每亩可节约有效播种面积5%—7%,节肥20%左右,节省机力费20%左右,农作物产量可提高20%以上,节省人力,浇水、筑渠、施肥、除草,人工作业少,一个人可以管理一百二十亩。去冬今春,派水利局技术人员、乡村和种植户到到省市参加了玉米“膜下滴灌”技术培训班。
PE低压灌溉管的性能:高密度聚乙烯为、无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941~0.960。它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。介电性能,耐环境应力开裂性亦较好。滴灌管道采用的是PE燃气管。“膜下滴灌”是 推广应用的新型节水增产灌溉新技术,是继化肥、、种子、地膜、喷灌之后的又一项技术。此项技术主要包括滴灌、铺膜两项关键环节。农田应用该技术时可将水均匀、定时、定量、 含水量供给庄稼,地膜的使用则可保墒、提墒、灭草、增加地温,减少水分蒸发。农田灌溉专用PE燃气管由传统的由“大田漫灌”转为直接给庄稼“打点滴”,地面灌溉设施省去了主渠、支渠、毛渠。
河曲县水利局技术人员介绍说,膜下滴灌将传统的明渠暗渠由地下管道所。替代,水源通过地下管道进入农作物根系,以滴水的方式输送到每株作物的根部。膜下滴灌种植,可一次性完成播种、铺膜,肥料也可随水流直接到达作物根系部位,使根的生长始终处于 状态。该技术不仅节水,还可改良土壤、增产增效,是传统灌溉农业无法相比的。实践效果显示,使用膜下滴灌技术,比普通漫灌节水30%左右。每亩可节约有效播种面积5%—7%,节肥20%左右,节省机力费20%左右,农作物产量可提高20%以上,节省人力,浇水、筑渠、施肥、除草,人工作业少,一个人可以管理一百二十亩。去冬今春,派水利局技术人员、乡村和种植户到到省市参加了玉米“膜下滴灌”技术培训班。



北欧化工PE燃气管生产工艺,润星电力管材有限公司为您提供北欧化工PE燃气管生产工艺产品案例,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,发货地:塑料管材产业园。