



我们的现场实拍视频将带您走进可信赖的钢筋笼自动绕筋机生产厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:可信赖的钢筋笼自动绕筋机生产厂家的图文介绍


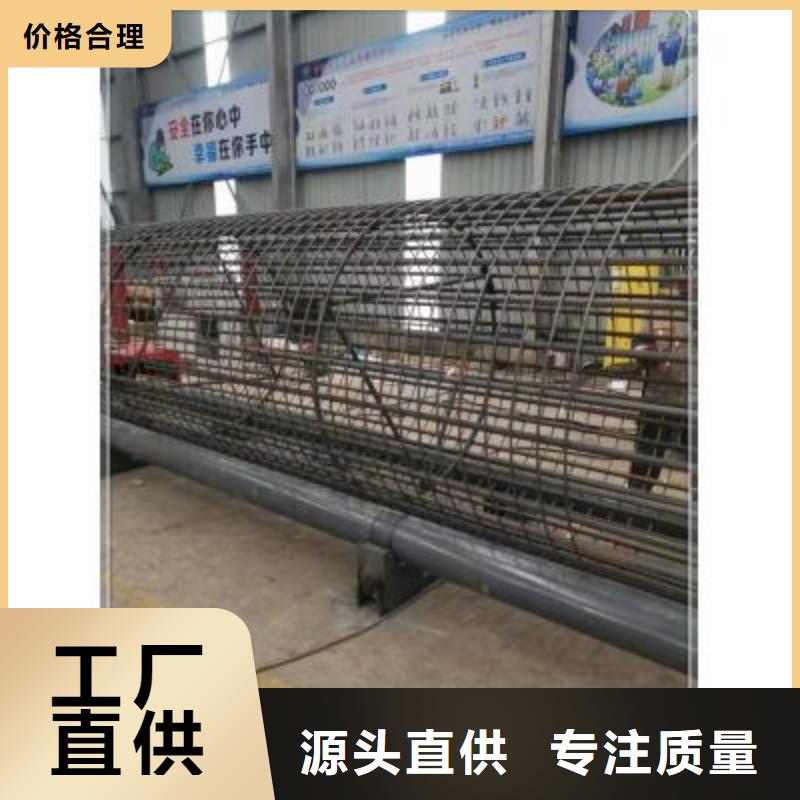
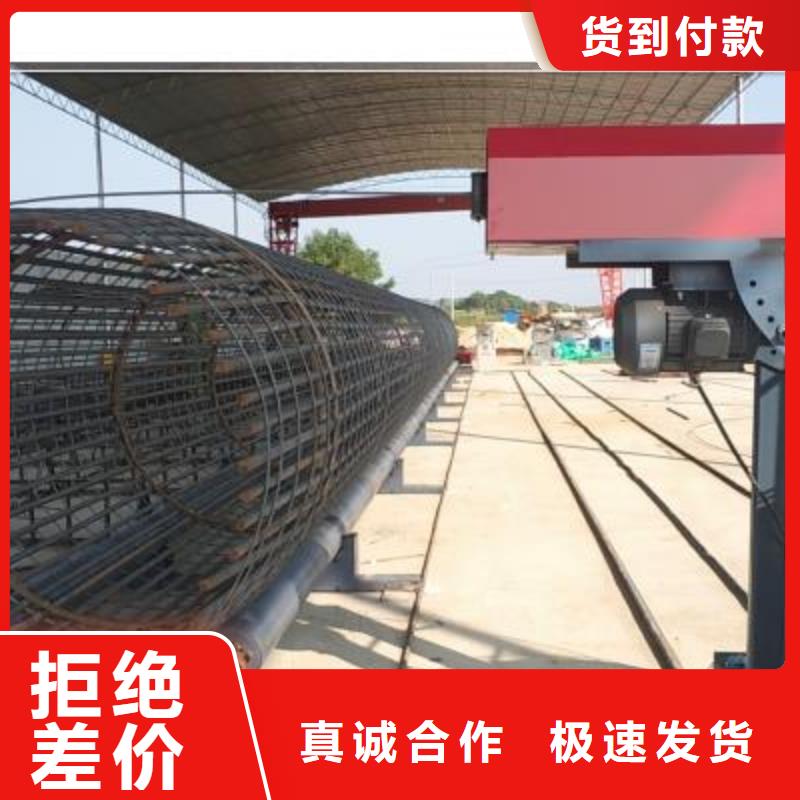
全自动钢筋笼绕筋机可以*数控钢筋加工设备采用人机亲和度较高智能数控*,对所需的钢筋按预先设定好的程序进行加工,数控钢筋加工工艺精度高,充分保证了钢筋的定尺、调直、切断、弯箍精度,具备一次弯制合格率较高的特点,能源消耗都将大幅度*,相应设备流程布局合理,真正实现了省时、省力、省料、省地,有极大的推广应用价值。钢筋自动下料加工工程实例钢筋笼绕筋机钢筋数控自动下料加工施工技术成功地运用到泉州*城二期项目上,采用钢筋自动下料设备,保证了箍筋精度,大大*了生产效率,*了经济和社会效益,完善和*了钢筋*化作业水平。钢筋笼绕筋机自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。



建贸机械设备有限公司将秉承“质优达标,不是我们的z u i高追求;客户满意,才是我们的z u i高定位”的经营理念,依靠雄厚的技术力量,先进的管理水平,不断开拓创新的精神,为客户提供优良的 山东泰安手提式液压弯曲机产品和优质的服务!


河南建贸机械设备有限公司钢筋笼绕筋机生产厂家采用半自动的去完成其绕筋成型整个工艺的专用机械装备(亦可在胶辊上制作骨架。GJL3000型钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全.河南建贸机械设备有限公司本着“以质量求生存、以信誉求发展、以服务求永恒”的企业宗旨,秉承“竞争、创新、合作、共赢”的企业理念,诚挚地为广大客户提供高质量的产品及满意的服务,欢迎新老客户前来洽谈,合作共赢。河南省建贸机械设备有限公司是一家集钢筋加工设备、型材冷加工弯曲设备、喷浆支护设备和预应力设备研发、制造、销售于一体的专业化生产企业,主要产品有:数控钢筋笼绕筋机、钢筋笼滚焊机、数控钢筋网排焊机、钢筋锯床、数控钢筋弯曲中心、数控弯箍机、八字筋成型机、联合冲剪机、镦粗机、弯曲机、切断机、调直机、自动上料喷浆车、液压喷湿机、注浆机、液压劈裂机、智能压浆、智能张拉机等。经过几年的发展,在行业领域已处领先地位。产品遍布全国各地,高质量的产品和完善的技术服务于高速铁路、高速公路、矿山、水电等基础建设领域。欢迎咨随时咨询选购。



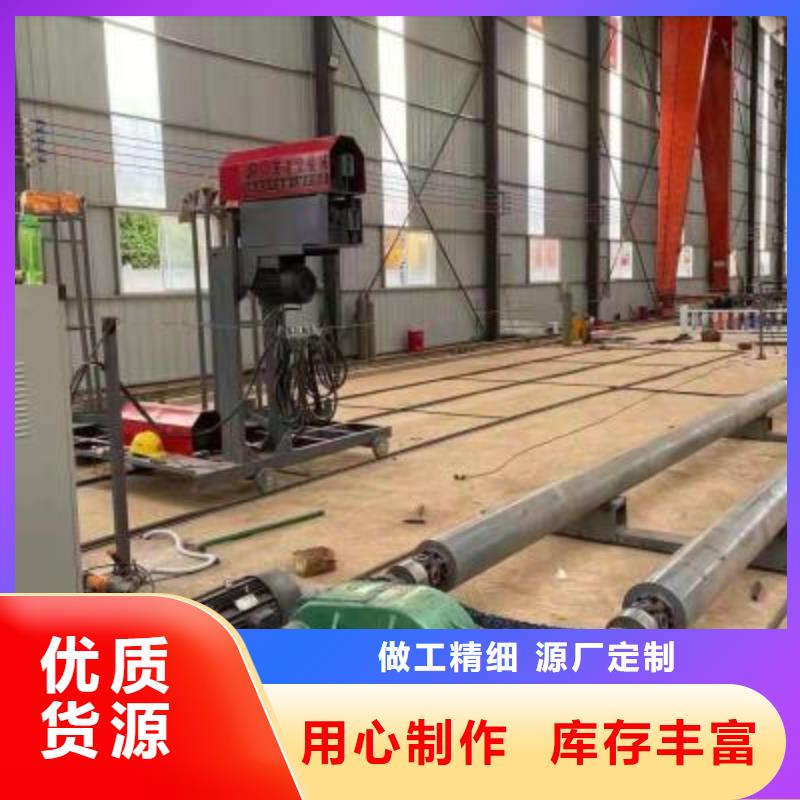
钢筋笼绕筋机格栅钢架按照断面曲率分节弯制完成后,先在加工场地上进行试拼。各节钢架拼装,要求尺寸准确,弧形圆顺,要求沿周边轮廓误差不大于3cm;钢架平放时,平面翘曲小于2cm。3. 技术参数◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:10~450mm可任意;◆ 功率:1500型以下设备14.5KW,2000以上型号设备20KW;◆ 滚焊速度根据操作手的熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采用坦克链式保护,确保设备运行。现场施工制作灌注桩是一种就位成孔,灌注混凝土或钢筋混凝土而制成的桩。常用的有:(1)钻孔灌注桩:用螺旋钻机、潜水钻机等就地成孔灌注混凝土而成桩,施工时无振动、不挤土,但桩的沉降量稍大。螺旋钻机宜用于地下水位以上的粘性土、砂土及人工填土等,钻削下来的土块沿钻杆上的螺旋叶片上升孔外,孔径300mm左右,钻孔深度8~12m,根据土质和含水量选择钻杆。


河南建贸机械有限公司是一家研发,生产,销售自动化数控钢筋加工设备的专业化企业,长葛市建筑机械行业协会会员单位。 主导产品有:数控钢筋剪切生产线、数控钢筋调直弯箍一体机、数控钢筋弯曲中心、钢筋切断机、钢筋弯曲机、钢筋调直机等。企业始终坚持“以质量求生存、以信誉求发展、以服务求永恒”的经营理念,可靠、服务至上、供货及时、价格合理,是我们对广大客户的承诺。全自动钢筋笼绕筋机数控通电后的检查(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。(3)CNC装置的各种参数。包括参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。(4)当数控装置与机床联机通电时,应在接通电源的同时,作好紧急停止按钮的,以备出现紧急情况时随时切断电源。(5)在手动状态下,低速进给各个轴,并且注意观察机床方向和坐标值显示是否正确。



