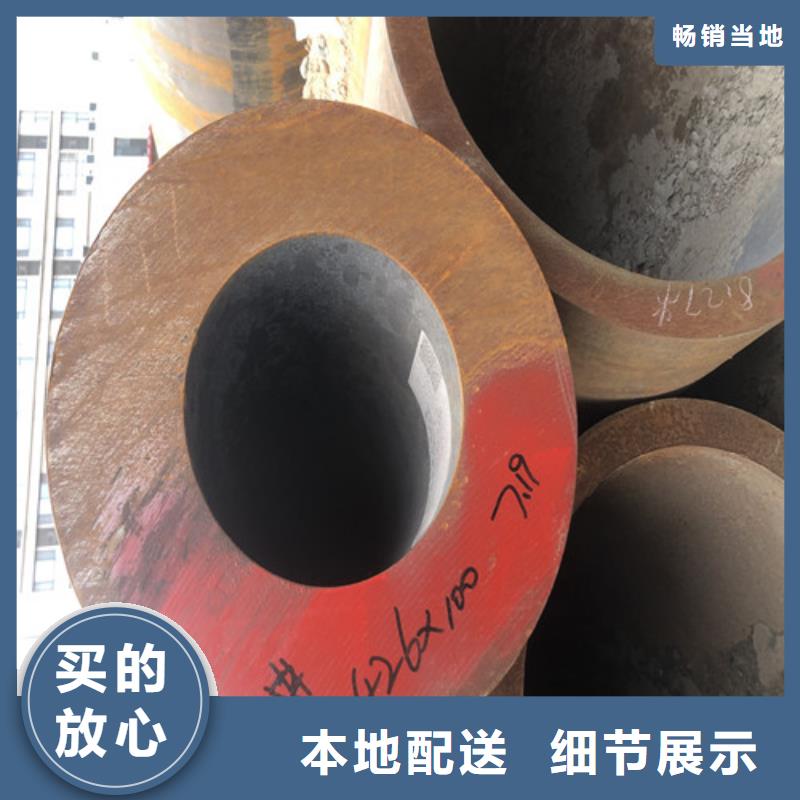




准备好领略299x40无缝钢管发货及时产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:299x40无缝钢管发货及时的图文介绍
东环管业有限公司地处经济开发区,本公司是一家集生产,加工、销售、配送为综合服务为一体多元化的企业。优越的地理位置,便捷的物流配送,为企业发展提供了良好的外围环境。充足的库存,丰富的品种,齐全的规格,是满足用户大量需求强有力的保证。公司主营产品 辽宁朝阳大口径厚壁无缝钢管。企业文化 经营理念:一诺千金,双赢互利,品质永恒。


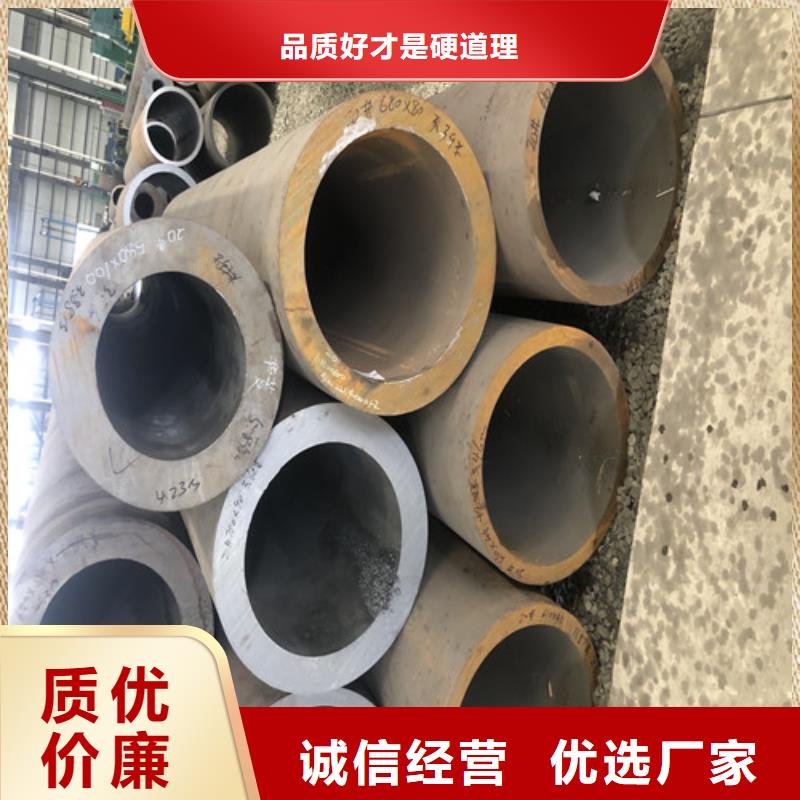
大口径无缝钢管生产(Produce)热轧方式与无缝钢管挤压方式生产的区别/哪种比较实用 无缝钢管挤压方式生产(Produce) 挤压法是指将金属坯料置于由挤压筒、挤压模和挤压杆组成的“封闭(fēng bì)”容器内,由挤压杆施加压力(pressure)迫使金属从挤压模孔流出,而获得金属塑性成型(Forming)的方法(method),这是一种历史悠久的无缝钢管制造(zhì zào)方法。厚壁无缝钢管按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。根据挤压杆施力方向与金属流动方向相对关系,挤压法可分为正挤压和反挤压两种。正挤压施力方向与金属流动方向一致,反挤压相反。反挤压具有挤压力小、挤压比大、挤压速度快、可降低(reduce)挤压温度(temperature)、改善挤压条件(tiáo jiàn)、容易实现等温/等压/等速挤压、提高产品(Product)组织性能(xìng néng)和尺寸精度(度)、可减少挤压结束时金属压余量,提高金属收得率等优点;但其操作(operate)相对不方便,且制品断面尺寸受挤压杆尺寸的限制。 大口径无缝钢管生产(Produce)热轧方式 热轧无缝钢管的生产(Produce)工艺( technology)流程包括坯料轧前准备、管坯加热(heating )、穿孔、轧制、定减径和钢管冷却(cooling)、精整等几个基本工序。精密无缝钢管 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。厚壁无缝钢管由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。



精密无缝钢管酸洗概述: 利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。氧化皮、铁锈等铁的氧化物(Fe3O4,Fe2O3,FeO 等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。酸洗用酸有硫酸、盐酸、磷酸、硝酸和混合酸等。 精密无缝钢管酸洗常用介质:硫酸、硝酸、磷酸、 。在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。 精密无缝钢管酸洗工艺 主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。 为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的阿铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。


厚壁无缝钢管的生产方法 大致分为斜轧法(孟内斯曼法)和挤压法。 斜轧法(孟内斯曼法)是先用斜轧辊将管坏穿孔,然后用轧机将其延伸。这种方法生产速度快,但对管坯的可加工性要求较高,主要适用于生产碳素钢和低合金钢管。 挤压法则是用穿孔机将管坯或钢锭穿孔,再用挤压机挤压成钢管,这种方法比斜轧法效率低,适用于生产高强度合金钢管。 斜轧法和挤压法都必须先将管坯或钢锭加热,生产的厚壁16mn无缝钢管称为热轧管。用热加工法生产的钢管有时候可根据需要再进行冷加工。冷加工有两种方法:一种是冷拔法,就是将16mn厚壁无缝钢管通过拔管模拉拔,使钢管逐渐变细、伸长;另一种方法是冷轧法,它是将孟内斯曼兄弟发明的热轧机应用于冷加工中的方法。16mn厚壁无缝钢管的冷加工,可以提高钢管的尺寸精度和加工光洁度,改善材质的机械性能等。


