


想要了解fc300灰铸铁支持非标定制产品的魅力?视频为你揭晓答案!
以下是:fc300灰铸铁支持非标定制的图文介绍


铸态下的球墨铸铁型材基体组织一般为铁素体与珠光体,采用热处理方法来改变球墨铸铁基体组织,可有效地提高力学性能。常用的热处理方法如下:[退火]:球墨铸铁的退火分为去应力退火、低温退火和高温退火。去应力退火工艺与灰铸铁相同。低温退火和高温退火的目的是使组织中的渗碳体分解,获得铁素体球墨铸铁,提高塑性与韧性,改善切削加工性能。[正火]:球墨铸铁正火的目的是增加基体中珠光体的数量,或获得全部珠光体的基体,起细化晶粒,提高铸件的强度和耐磨性能的作用。正火分为低温正火和高温正火。[调质处理]:将铸件加热到860~920℃,保温2~4小时后油中淬火,然后在550~600℃回火2~4小时,得到回火索氏体加球状石墨的组织,具有良好的综合力学性能,用于受力复杂和综合力学性能要求高的重要铸件,如曲轴与连杆等。[等温淬火]:将球墨铸铁棒、件加热到850~900℃,保温后迅速放入250~350℃的盐浴中等温60~90分钟,然后出炉空冷,获得下贝氏体基体加球状石墨的组织,使综合力学性能良好,用于形状复杂,热处理易变形开裂,要求强度高、塑性和韧性好、截面尺寸不大的零件。



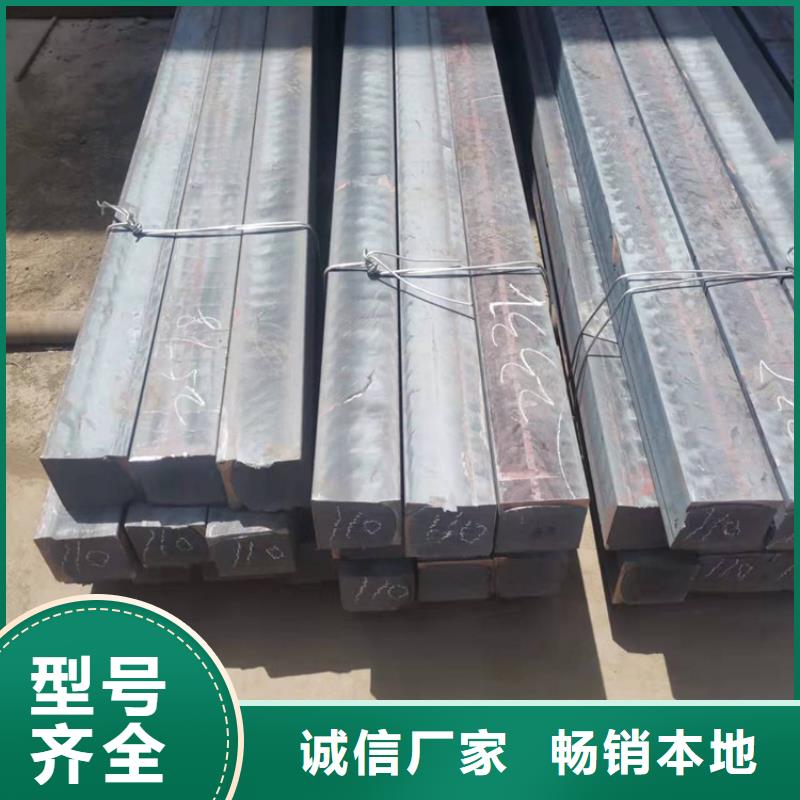
球墨铸铁型材,现在通过观察试块来判断球化情况是普遍采用的一种方法。各厂所用试块形状很多、尺寸各异,多数工厂采用三角形试块。根据我厂生产特点、铸件大小和厚薄,选用三角试块截面积尺寸为12.5mm(底)×50mm((高)。还有些工厂采用圆形试块,例如Ф15mm、Ф25mm、Ф30mm不等。铁液理毕后用取样勺由铁液表面以下200mm处出液并浇成试块并冷至暗红色方可水淬冷却球良的块外圆比灰铸铁大得多外观清洁光亮很有砂通常立浇的三角试块两侧有缩陷卧浇块顶面或两侧有缩陷试块冷却敲断后球化良好试,呈银白色或银灰色瓷状断口白口清晰中间有疏松若断口呈银白色并有放射状花纹则表球剂加入量偏高产生的碳化物较多此时试块入时发出“”的脆裂声试片轻击即断且新击的口很浓的电石气味因此好浇注时进行浮硅育若口呈银灰色并有均匀分布的小黑点若断呈色晶。三角试样球化质量的两种鉴别方法。需要注意的是,球墨铸铁型材球化良好的三角试块经淬水打断后立即会有电石气味逸出。2)白口深度与球墨铸铁种类、类型和铁液成分有关,因此表中没有给出数据,稀土镁球墨铸铁棒白口深度不十分明显。


飞翔铸业有限公司专业生产加工 广东佛山球墨铸铁棒等产品, 广东佛山球墨铸铁棒产品质量卓越,畅销全国各地。




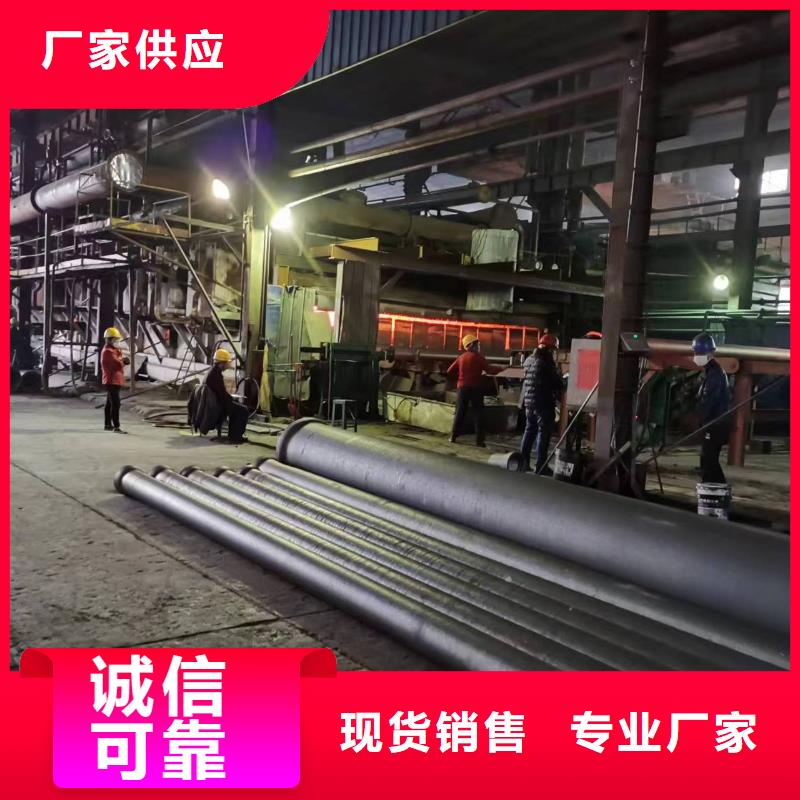
水平连铸球墨铸铁型材的制造方法是将严格选择的原辅料经冲天炉或感应炉熔化处理后的铁水,倒入保温炉内,铁水流入安装在保温炉下方的短结晶器中,并被激冷凝固成一定强度的外壳后,用牵引机拉拔成型材。保温炉内的熔融铁水,在牵引机拉拔的同时,又不断地补充到结晶器内冷却凝固,如此不断运作,生产出铸铁型材。不同形状的结晶器和不同的生产工艺,可以生产不同截面,不同材质的铸铁型材。当然,假设会开发加工它的更快和更好的方法。新型、先进的机床正运转比以往更快,大约比10 年前快了1000 表面英尺(305m)/min。传统的观点认为,在铸铁加工领域,更高的速度意味着劳动密集和成本高昂的刀具磨损。然而,当今对于专业技术和广泛现场试验的应用证明提高机床性能并没有排斥铸铁的使用。实际情况却是恰恰相反的。不论是因为高速加工——或者可能就是因为高速加工——我们现在正提供刀具经济性的创新水平,其特征是耐磨的刀片和长寿命的刀体。

