

一分钟,了解产品的全部魅力!观看我们的Q345B镀锌C型钢每吨多少钱产品视频,为您的购买决策提供有力支持。
以下是:Q345B镀锌C型钢每吨多少钱的图文介绍


在建筑行业中每个人的分工都是不同的,架子工不是谁都能上任的,要持有效的作业上岗证,并做好防护工作,必须要带好帽,系带,不能穿塑料底的鞋,易滑的鞋不易进行高空作业,在进行操作的时候一些小的工具要放到工具袋中,扎紧衣袖口以及裤腿口,防止被挂的危险,c型钢机械搭建的时候要注意礼貌的偏差,每搭好一步都要进行检查。要很熟悉的掌握建筑的结构,以及环境的特点。
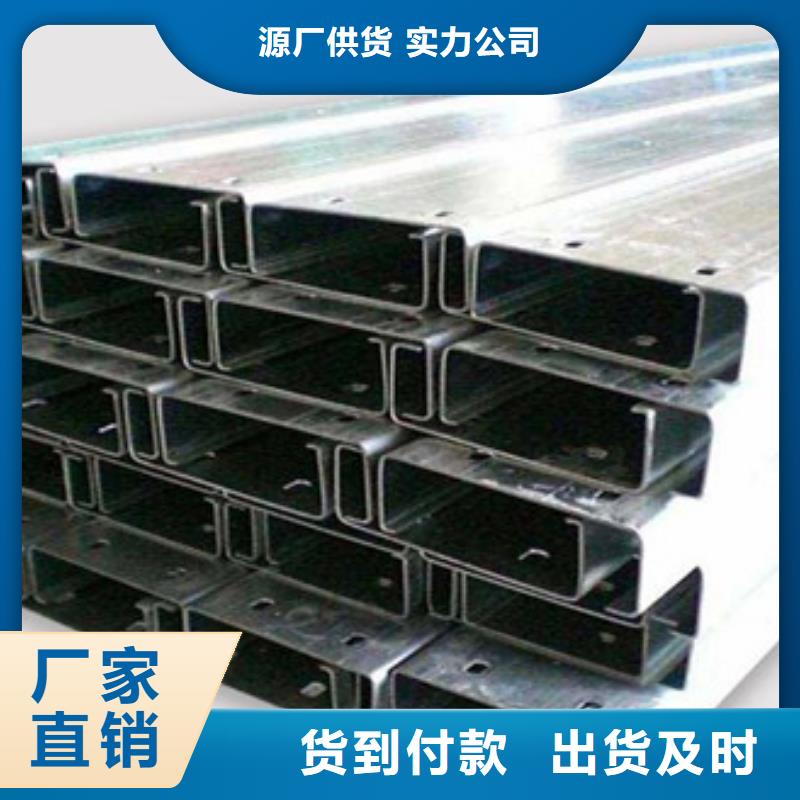
c型钢是一种的建筑材料,因为截面的形状能发挥更高的效果,提高承载的能力,不同工字型的钢材都会有不同的特点以及用途,c型钢机另外的一个名字就是c型钢檀条机,是亚瓦机中的其中以中也是很基础的一种,主要是液体动力。
功率很大,装置平整,c型钢机所采用的是自动飞据冲孔,这更大的特点就是操作简单,主要应用在大中型民用建筑上。泊头市毅伽金属制品有限公司专业生产各种型号c型钢。
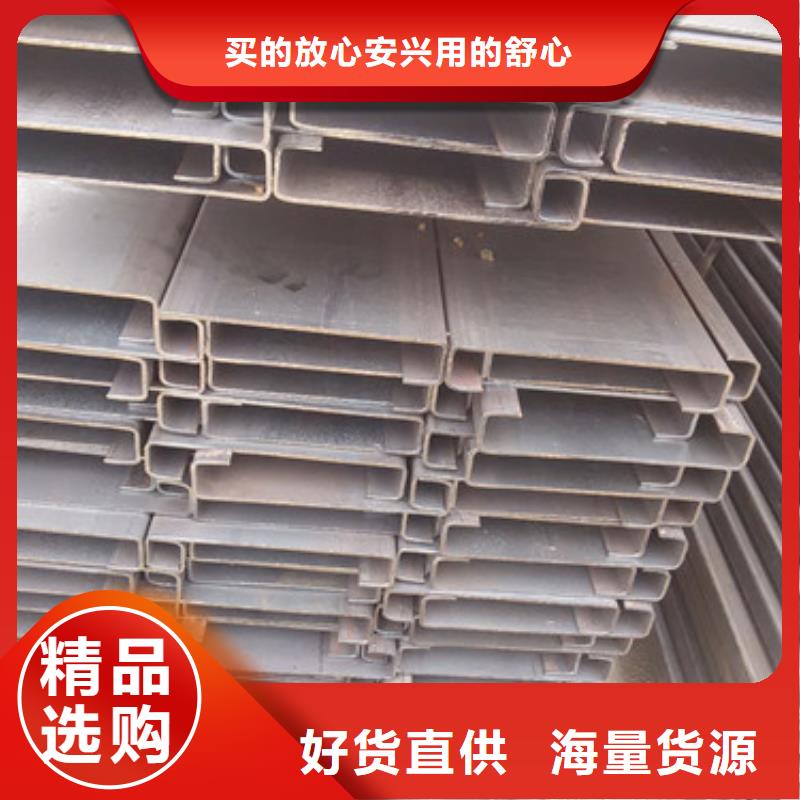
C型钢的外框形式在进行加工的过程中主要是用在高层钢结构中,在进行操作时为了提高其稳固性,在操作时通常会采用其钢混凝土组合结构,其C型钢承重力要以更直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
为了保证其C型钢在钢结构的运用,其钢材的切断要尽可能的在剪切机上或锯床上进行,特别是对于薄壁型钢屋架,这样才能确保精切的下料。这种方式不仅可以提高工作效率,还能有质量的保障。
c型钢的截面性能优良,强度高。
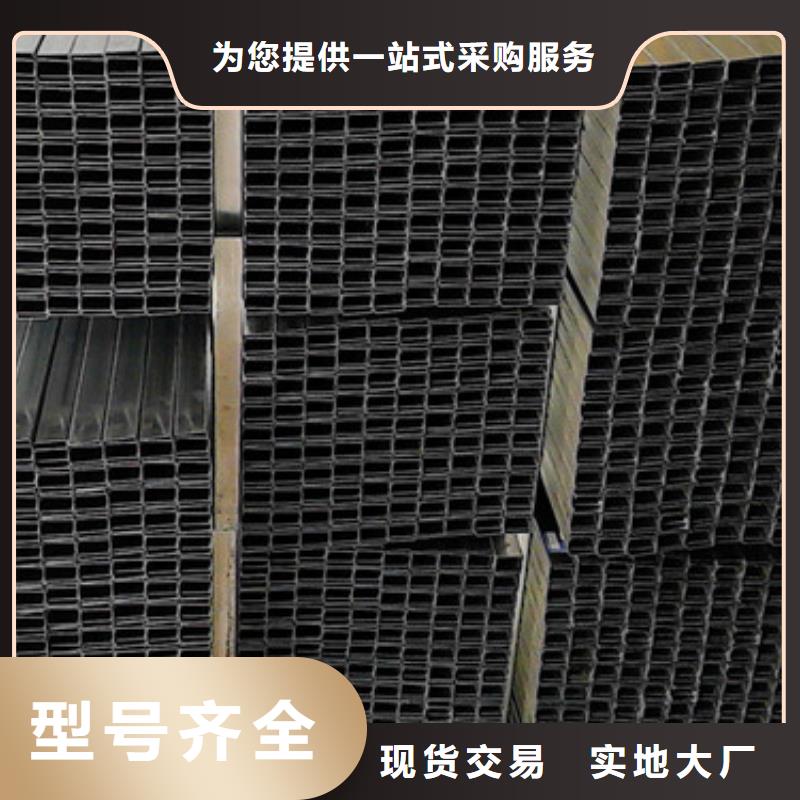
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,减少工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等传统钢檩条的新型建筑材料。
c型钢是一种的建筑材料,因为截面的形状能发挥更高的效果,提高承载的能力,不同工字型的钢材都会有不同的特点以及用途,c型钢机另外的一个名字就是c型钢檀条机,是亚瓦机中的其中以中也是很基础的一种,主要是液体动力。
功率很大,装置平整,c型钢机所采用的是自动飞据冲孔,这更大的特点就是操作简单,主要应用在大中型民用建筑上。泊头市毅伽金属制品有限公司专业生产各种型号c型钢。
C型钢的外框形式在进行加工的过程中主要是用在高层钢结构中,在进行操作时为了提高其稳固性,在操作时通常会采用其钢混凝土组合结构,其C型钢承重力要以更直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
为了保证其C型钢在钢结构的运用,其钢材的切断要尽可能的在剪切机上或锯床上进行,特别是对于薄壁型钢屋架,这样才能确保精切的下料。这种方式不仅可以提高工作效率,还能有质量的保障。
c型钢的截面性能优良,强度高。
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,减少工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等传统钢檩条的新型建筑材料。



国耀宏业钢铁有限公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的 陕西汉中方管厂家销售网络,具有一定的认知度。
我公司可根据客户要求定制 陕西汉中方管厂家,交货期短,送货快,我们以低的利润、好的质量、快的速度来赢得您的信赖,达到“互惠双赢”!


国耀宏业钢铁有限公司是一家专业承接 陕西汉中方管厂家产品生产加工企业。在 陕西汉中方管厂家的生产领域,能为顾客提供服务。公司现有经验丰富的专业技术员,拥有先进生产设备公司创建伊始,便以“强化员工的品质意识为根本、以产品质量为生存、以提高客户满意度为中心”的经营理念。公司一直以“诚信、务实、热情、创新、快捷”的工作作风、运用先进的生产设备、及科学的管理为顾客提供满意的产品与服务,历经近十年培育 ,已深受国内外客户商好评与信赖。



1焊材选配原则
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
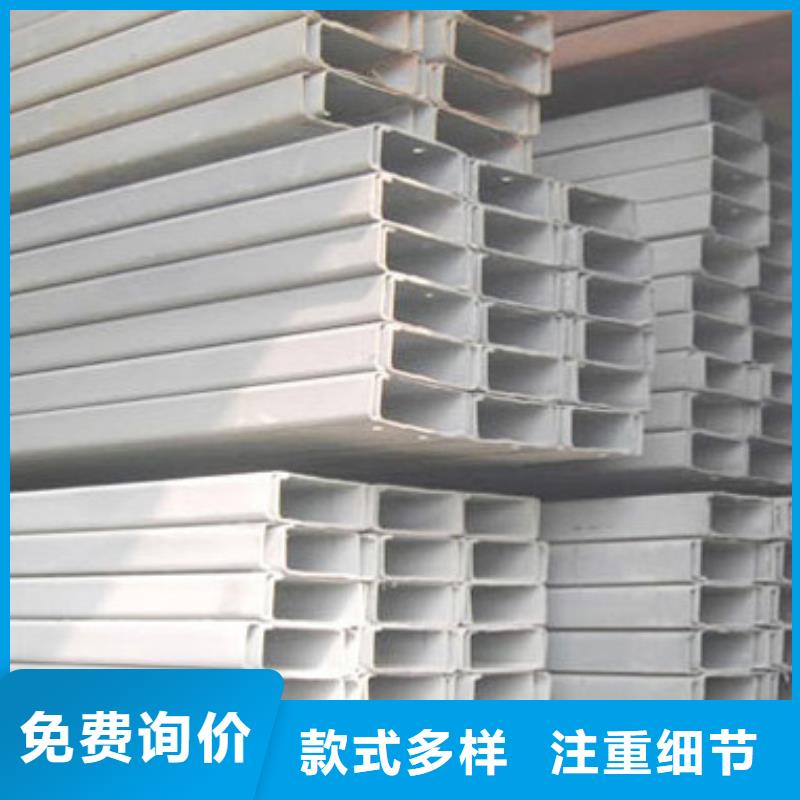
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。