


联系我们

当前位置:
聊城 鑫海达不锈钢复合管生产制造厂家有限公司 >石家庄本地行业News
镀锌喷塑钢板立柱规格介绍
更新时间:2024-12-27 13:55:03 浏览次数:5 公司名称:聊城 鑫海达不锈钢复合管生产制造厂家有限公司
以下是:镀锌喷塑钢板立柱规格介绍的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
以下是:镀锌喷塑钢板立柱规格介绍的图文视频



镀锌喷塑钢板立柱规格介绍,鑫海达不锈钢复合管生产制造厂家有限公司专业从事镀锌喷塑钢板立柱规格介绍,联系人:贾殿涛,电话:13863577835、13863577835,QQ:1271858886,发货地:聊城经济开发区发货到河北省 石家庄市 长安区、桥东区、桥西区、井陉矿区、裕华区、井陉县、正定县、栾城县、行唐县、灵寿县、高邑县、深泽县、赞皇县、无极县、平山县、元氏县、赵县、辛集市、藁城区、晋州市、新乐市、鹿泉区,以下是镀锌喷塑钢板立柱规格介绍的详细页面。 河北省,石家庄市 石家庄市,简称“石”,河北省辖地级市、省会、特大城市,是国务院批复确定的中国京津冀地区重要的中心城市之一。截至2022年末,全市下辖8个区、11个县,代管3个县级市,总面积14530平方千米,常住人口1122.35万人,城镇人口801.79万人,城镇化率71.44%。
不要错过这部精心制作的镀锌喷塑钢板立柱规格介绍产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:镀锌喷塑钢板立柱规格介绍的图文介绍

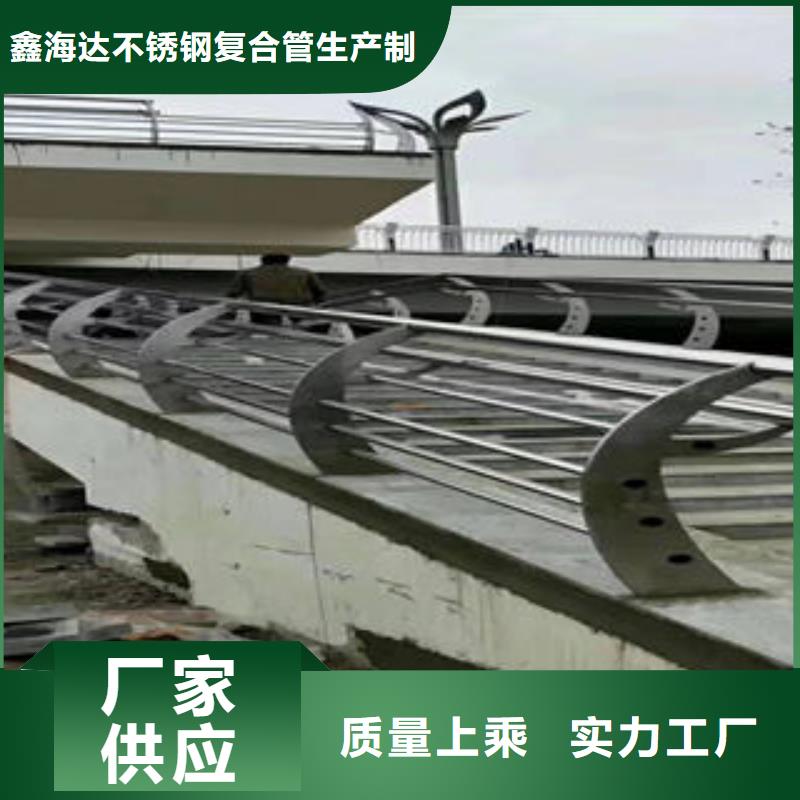
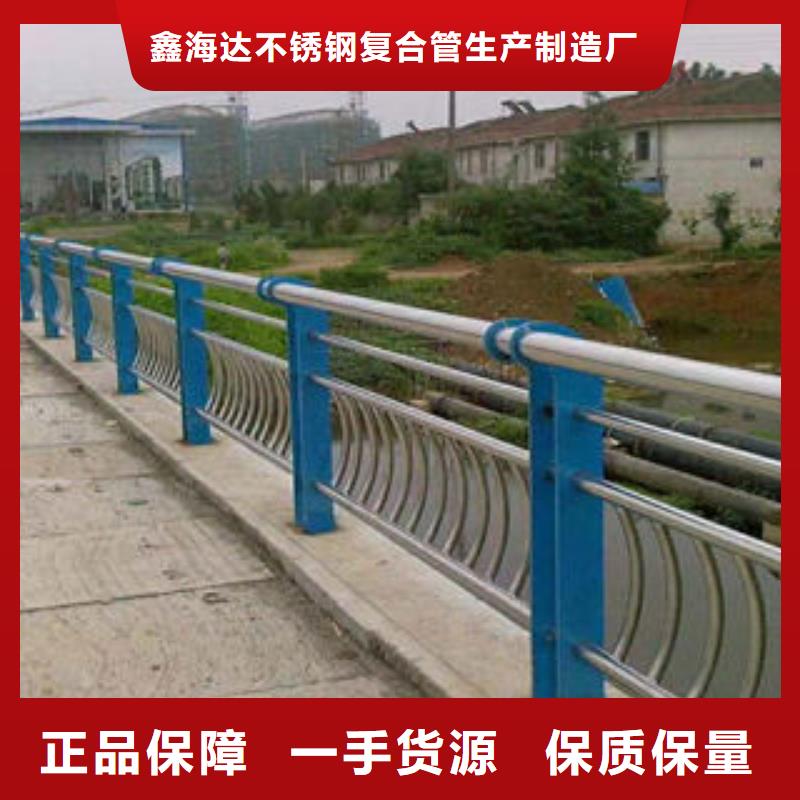
桥梁护栏形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。
为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。
为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。


目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。
外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。



鑫海达不锈钢复合管生产制造厂家有限公司一直坚持人才和 河北石家庄不锈钢复合管楼梯扶手产品并重的原则,吸纳了具有经验丰富的 河北石家庄不锈钢复合管楼梯扶手工程技术人员和专业管理人才,严管理、高技术、先进的 河北石家庄不锈钢复合管楼梯扶手生产设备及完善的检测手段 ,生产高品质的 河北石家庄不锈钢复合管楼梯扶手产品,提供优质的售后服务。


以不锈钢复合管为基板覆以橡胶制成的金属密封圈,不锈钢复合管基板多采用SUS301,具有耐高温、耐腐蚀和性好的优点。发动机在工作时,由于油温升高、油黏度降低、油质劣化,会出现一系列故障,历来汽车行业都使用管式热交换器对油进行冷却。为了提高冷却效率,紧凑结构,一些生产企业改用不锈钢复合管板式换热器,材料多采用SUS304、SUS430和SUS409L。在汽车用紧固件方面,虽然传统上习惯使用低合金冷镦不锈钢复合管料,但在汽车发动机系统、传动系统中一些环境条件十分恶劣的部位,使用不锈钢复合管也鲜见,而且用量呈上升趋势。汽车紧固件常用的不锈钢复合管有SUS410、SUS304、SUS316、SUS430J1L、SUH660等。
近年来,全球环境问题和能源问题日益突出,汽车工业也面临着诸多挑战:一方面要求提高汽车燃气的热效率,减少汽车废气排放;另一方面是减轻汽车自身重量,提高行驶速度,降低能源消耗。汽车尾气排放法规日趋严厉和对汽车轻量化及寿命延长等要求,必将进一步促进不锈钢复合管在汽车上的使用。同时,随着汽车排气系统耐热性和耐蚀性要求的进一步提高,也促使其所用材料从普通不锈钢复合管向更高性能不锈钢复合管转变。
成本低、抗氧化性和热疲劳特性好的铁素体不锈钢复合管在汽车排气系统中的使用比率将进一步扩大,尤其是含Nb铁素体不锈钢复合管,近10年来在地区的使用增长极快。 根据我国汽车工业规划的发展目标,我国汽车产业将在2010年前发展成为国民经济的支柱产业,汽车用不锈钢复合管在我国具有广阔的市场前景。专家预计,到2017车产量将达到19524万如果按每辆汽车平均使用不锈钢复合管25千克计算,2017需要汽车用不锈钢复合管1067万吨。
不锈钢复合管管执行城市建设行业标准CJ / t192-2004,内衬不锈钢复合管是在钢管的内壁复合锈钢管,这种内衬不锈钢复合管大大提高钢管在输冷水、输热水,输送煤气、天然气的过程中的耐腐蚀性能,内衬不锈钢复合管表面光滑,流体阻力小,又保持钢管机械强度高,可用于焊接、曹、螺纹连接、密封良好的优势,克服镀锌钢管很容易腐蚀,采用热熔连接的塑料管道泄漏和老化的缺陷,是一种输送气体、水、油钢管在理想的升级产品。
近年来,全球环境问题和能源问题日益突出,汽车工业也面临着诸多挑战:一方面要求提高汽车燃气的热效率,减少汽车废气排放;另一方面是减轻汽车自身重量,提高行驶速度,降低能源消耗。汽车尾气排放法规日趋严厉和对汽车轻量化及寿命延长等要求,必将进一步促进不锈钢复合管在汽车上的使用。同时,随着汽车排气系统耐热性和耐蚀性要求的进一步提高,也促使其所用材料从普通不锈钢复合管向更高性能不锈钢复合管转变。
成本低、抗氧化性和热疲劳特性好的铁素体不锈钢复合管在汽车排气系统中的使用比率将进一步扩大,尤其是含Nb铁素体不锈钢复合管,近10年来在地区的使用增长极快。 根据我国汽车工业规划的发展目标,我国汽车产业将在2010年前发展成为国民经济的支柱产业,汽车用不锈钢复合管在我国具有广阔的市场前景。专家预计,到2017车产量将达到19524万如果按每辆汽车平均使用不锈钢复合管25千克计算,2017需要汽车用不锈钢复合管1067万吨。
不锈钢复合管管执行城市建设行业标准CJ / t192-2004,内衬不锈钢复合管是在钢管的内壁复合锈钢管,这种内衬不锈钢复合管大大提高钢管在输冷水、输热水,输送煤气、天然气的过程中的耐腐蚀性能,内衬不锈钢复合管表面光滑,流体阻力小,又保持钢管机械强度高,可用于焊接、曹、螺纹连接、密封良好的优势,克服镀锌钢管很容易腐蚀,采用热熔连接的塑料管道泄漏和老化的缺陷,是一种输送气体、水、油钢管在理想的升级产品。



在河北省石家庄市采购镀锌喷塑钢板立柱规格介绍请认准鑫海达不锈钢复合管生产制造厂家有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:贾殿涛-13863577835,QQ:1271858886,地址:经济开发区)。