

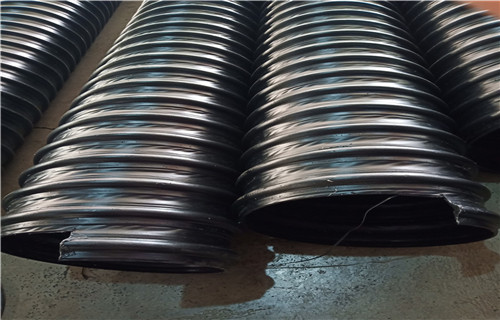
想知道聚乙烯结构壁缠绕管NO.1精于品质产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:聚乙烯结构壁缠绕管NO.1精于品质的图文介绍
腾达汇泰塑胶制品有限公司拥有独特营销模式及与之配套的完善的服务。公司以专业的队伍、严谨的管理、精良的产品设备、兼容并蓄、博采众长的虚怀纳百川之风范,着力打造企业形象。

小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验 定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热的波纹管面和热缩管内壁上)。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与波纹管同心,以保证热收缩管与波纹管之间周向间隙均匀,利于提高热缩管的收缩均匀性和表面平整性。
本次会议将于2018年4月12-13日在浙江省台州旗隆万豪酒店举办,会议将审议专委会2017年工作报告、财务报告及2018年工作计划;并安排塑料管道行业相关技术、市场、应用等方面专题报告及交流等。
本次会议将于2018年4月12-13日在浙江省台州旗隆万豪酒店举办,会议将审议专委会2017年工作报告、财务报告及2018年工作计划;并安排塑料管道行业相关技术、市场、应用等方面专题报告及交流等。


必须强调要使用带热风装置的良好挤出焊机。焊接时热风装置必须将焊管材接缝端的聚乙烯预热,使挤出的熔融聚乙烯能够与管材融为一体。所有焊接断面必须饱满,不能有漏焊和断口。
“钢带增强聚乙烯(PE)螺旋波纹管质量保障联盟2018年 次工作会议”在湖北武汉召开,中国塑料加工工业协会秘书长、塑料管道专业委员会秘书长王占杰及华创天元实业发展有限责任公司腾达汇泰



焊接前先检查待焊接管材两端面是否切割平整(如端面不平整,应进行修)。将待焊面控制在管材波谷居中位置,两被焊管材调正到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3mm间隙,以便于焊接(但 缝隙一般不超过5mm)。若达不到要求,则要用工具对接口进行局部修切。修切工作可以从管外或管内(φ800以上的管道)进行。
本次改造将结合城市(县城)总体规划和市政基础设施建设“十三五”规划,通过分期分步实施市政老旧管网三年改造,有效解决管网受损失修、漏损严重、爆管裂管等问题,市政管网隐患。
本次改造将结合城市(县城)总体规划和市政基础设施建设“十三五”规划,通过分期分步实施市政老旧管网三年改造,有效解决管网受损失修、漏损严重、爆管裂管等问题,市政管网隐患。


