您的位置>首页 >盐城当地行业新闻 >
甄选:绗磨管厂家
发布时间: 2024-06-12 06:00:59 浏览次数:1
以下是:甄选:绗磨管厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 适用领域 | 油缸 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:甄选:绗磨管厂家的图文视频
导读 甄选:绗磨管厂家,江苏省盐城市安达液压机械有限公司为您提供甄选:绗磨管厂家的最新资讯,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到盐城。 江苏省,盐城市 盐城市自西汉高帝六年(前201年),始建盐渎县。东晋晋安帝义熙九年(413年)改名盐城县。盐城市拥有江苏唯一的世界自然遗产中国黄(渤)海候鸟栖息地,全市海陆空交通便捷,基本形成高速公路、铁路、航空、海运、内河航运五位一体的立体化交通运输网络。南洋国际机场、盐城港大丰港区、滨海港区、射阳港区、响水港区成为国家一类开放口岸,成为同时拥有空港、海港两个一类开放口岸的地级市,是国家沿海发展和长三角一体化两大战略的交汇点。市境内绵延数百千米的滩涂湿地拥有丹顶鹤和麋鹿两个国家级自然保护区和一个在建的中华鲟自然保护区。
我们精心制作的甄选:绗磨管厂家产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:甄选:绗磨管厂家的图文介绍

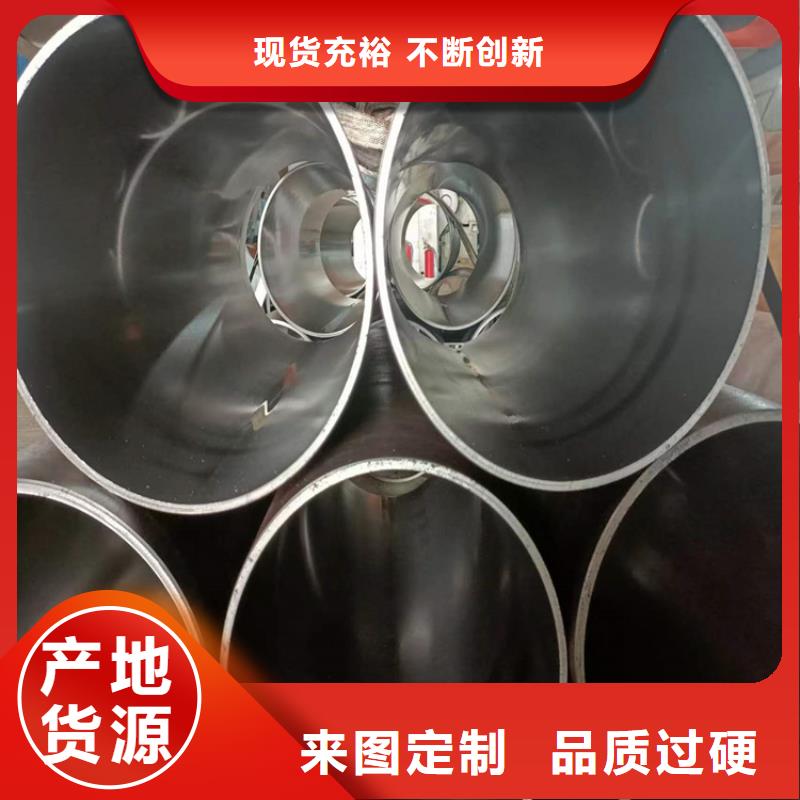
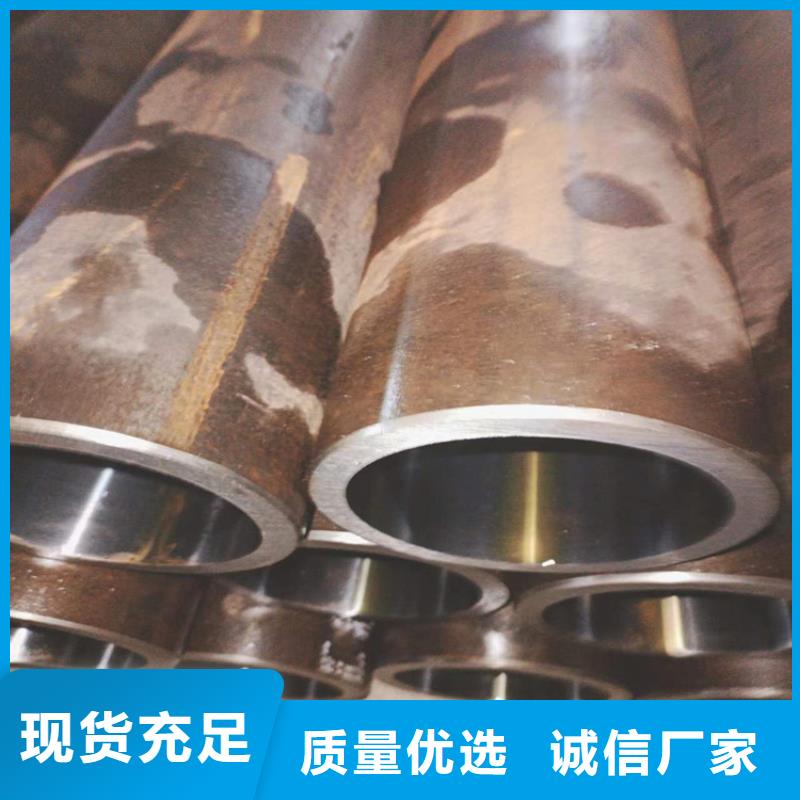
企业旺旺珩磨管绗磨管油缸管厚壁油缸管滚压与绗磨那种工艺精密度高 绗磨管厚壁油缸管其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;油缸管要承受很大的液压力,因此,应有足够的强度和刚度。厚壁油缸管珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.



企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差


总结 您是想要在江苏省盐城市采购高质量的甄选:绗磨管厂家产品吗?江苏省盐城市安达液压机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的甄选:绗磨管厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《辽河路燕山路交叉口南500米东首》。