

张家口盛世东和金属材料销售有限公司拥有专业的技术人员为您提供及时、便捷、贴心的技术咨询服务,10余年的坚持让我们的服务更专业,售后更完善,供货更及时。 我们的 不锈钢装饰管产品具有自主知识产权,自主研发生产和提供厂家直销服务,性价比高是我们保障客户切身利益所坚持不变的服务原则。


公司占地面积5万多平方米。员工近百人,专业从事生产、销售各种以下:304不锈钢管、321不锈钢管、310S不锈钢管,耐高温不锈钢管、2520不锈钢管、。
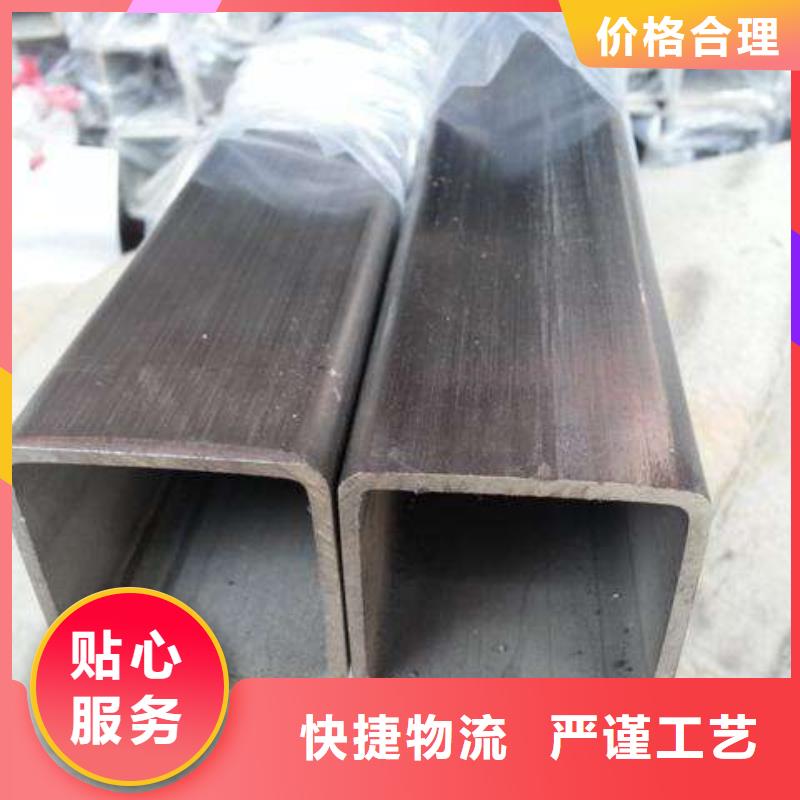
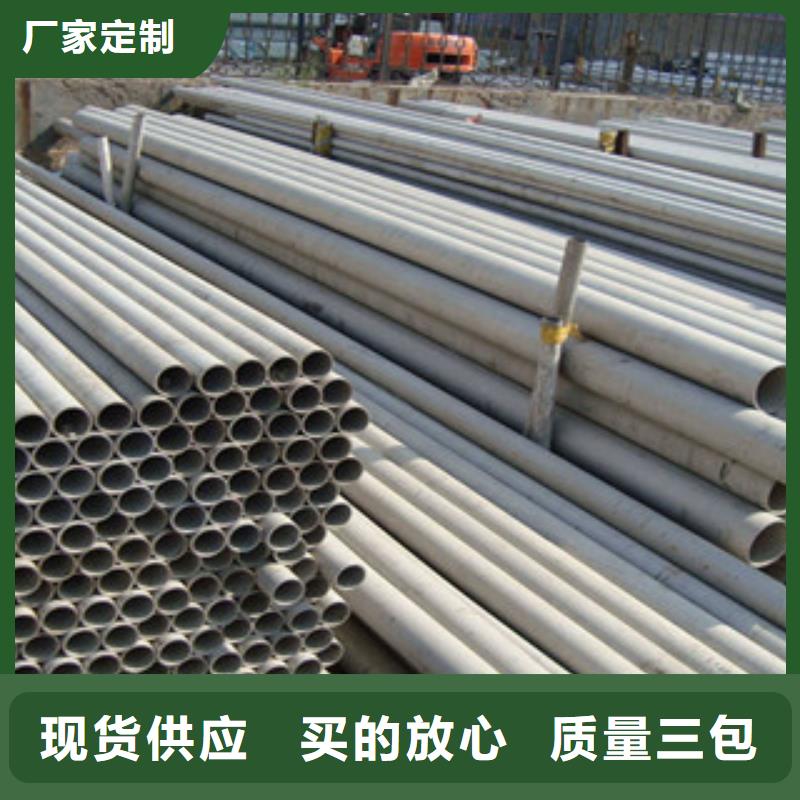
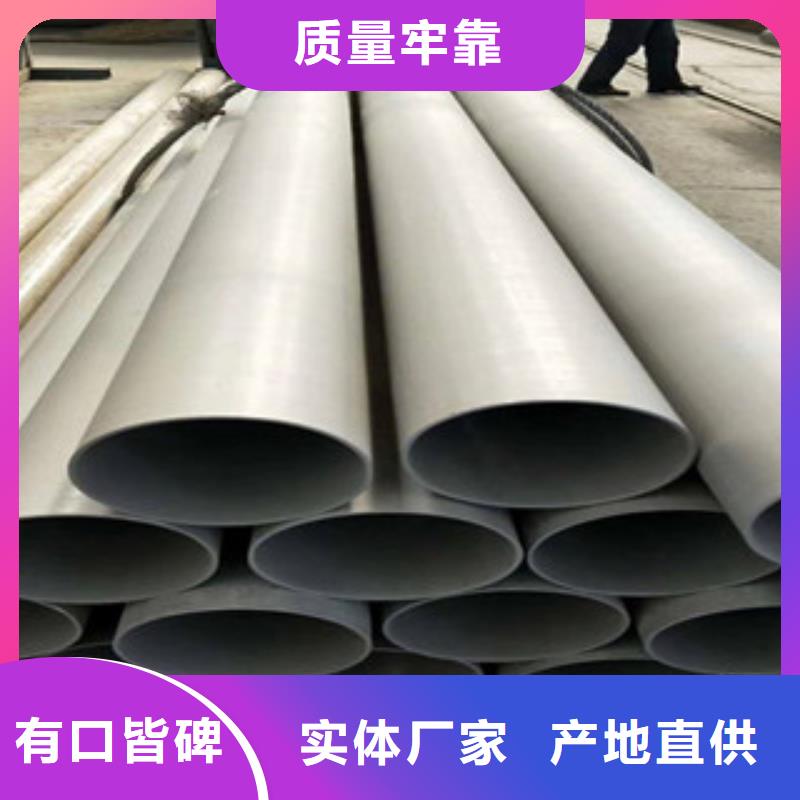
产 品 : 不锈钢无缝管
生产工艺: 冷轧 冷拔
产品规格:
圆管:Φ6-630mm×1-30mm(外径×壁厚)
弯管:Φ6-325mm×1-20mm (边长×壁厚)
盘管:Φ6-159mm×1-8mm(外径×壁厚)



不锈钢通常按基体组织分为:
⒈铁素体不锈钢。含铬12%~30%。其耐蚀性、韧性和可焊性随含铬量的增加而提高 , 耐氯化物应力腐蚀性能优于其他种类不锈钢。
⒉奥氏体不锈钢。含铬大于18%,还含有 8%左右的镍及少量钼、钛、氮等元素。综合性能好,可耐多种介质腐蚀。
⒊奥氏体 - 铁素体双相不锈钢。兼有奥氏体和铁素体不锈钢的优点,并具有超。
⒋马氏体不锈钢。强度高,但塑性和可焊性较差。
⒌。具有有很好的成形性能和良好的焊接性,可作为超高强度的材料在核工业、航空和中应用。
按成分可分为Cr系(SUS400)、Cr-Ni系(SUS300)、Cr-Mn-Ni(SUS200)及析出硬化系(SUS600)。



1、按GB14975-94《不锈钢无缝钢管》规定,不锈钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压不锈钢管等于和大于1m。冷拔(轧)不锈钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
2、热轧(热挤压)不锈钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)不锈钢棒的直径6~200mm共65种;壁厚0.5~21mm共39种。
3、不锈钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不清除。
4、直道允许深度。热轧、热挤压不锈钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)不锈钢管不大于公称壁厚的4%, 深度不大于0.3mm。
5、不锈钢管两端应切成直角,并清除毛刺。



不锈钢无缝管的制造工艺
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。
