

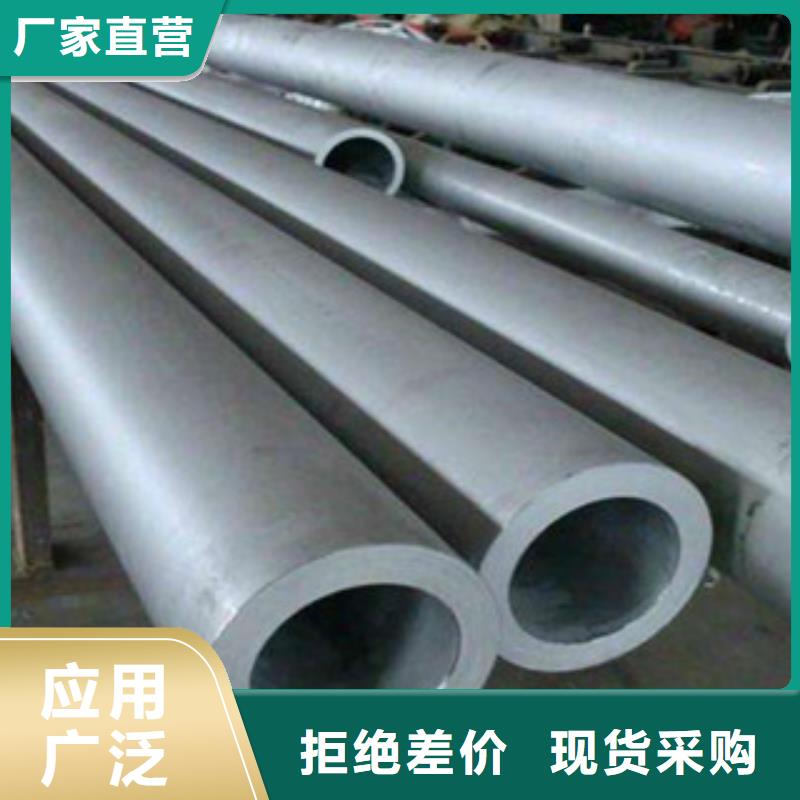


不锈钢焊接钢管简称焊管,常用钢材或钢带经过机组和模具卷曲成型后焊接制成
的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般
强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊
接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越
来越多的领域尤其是在换热谁备用管、装饰管、中低压流体管等方面代替了无缝钢
管。
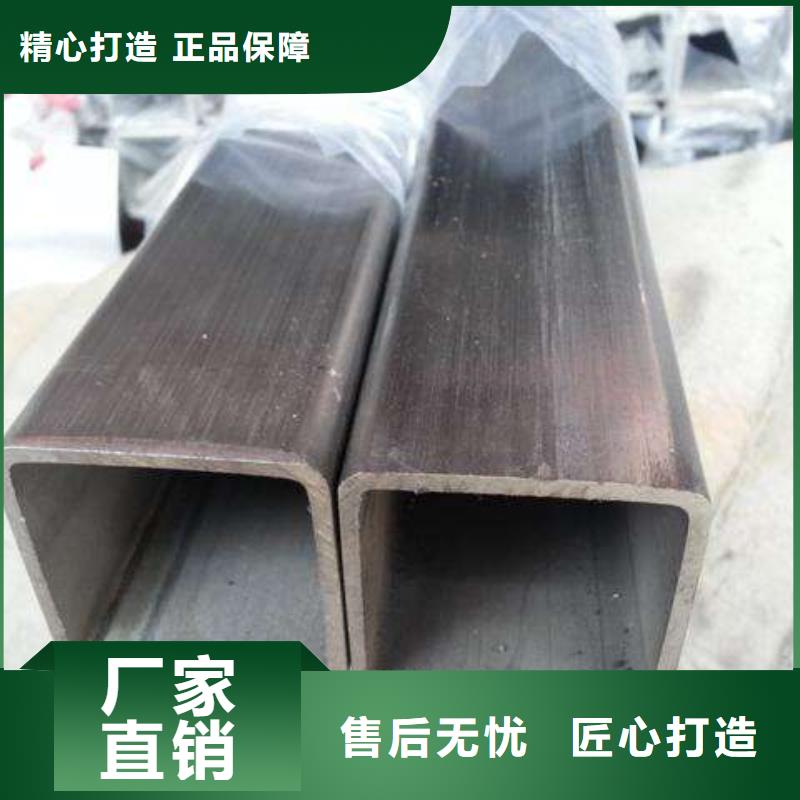
品名:304不锈钢方管、316不锈钢方管、310不锈钢方管
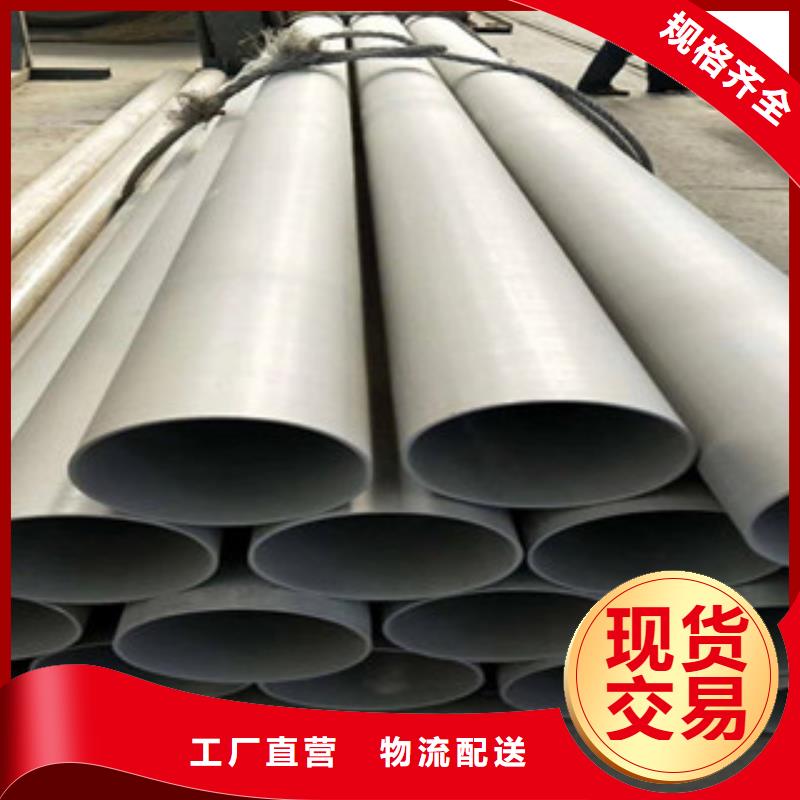
1、圆管:9.5-406.4mm 厚度:0.4-12.0 mm
2、方管:10*10-150*150mm 厚度0.4-6.0mm
3、矩管:10*20-100*200mm 厚度:0.4-6.0mm
4、花管:15.9-76.2mm 厚度:1.0-1.5mm
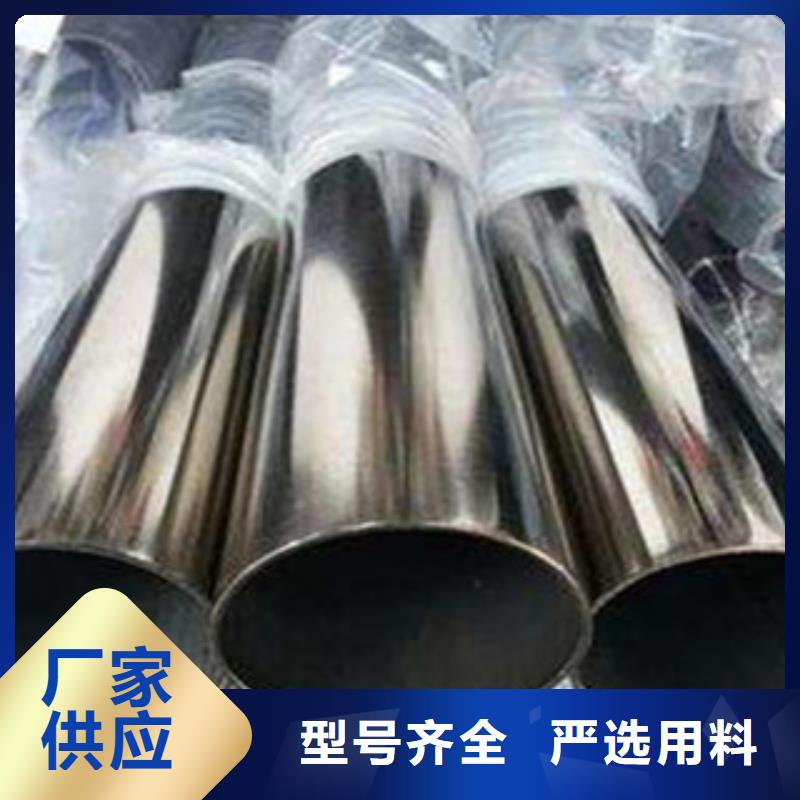
内外抛光(表面等级:抛光180#、220#,240#,320#,400#,600#,800#);拉丝
;酸洗;内焊道整平;在线光辉热处理。



诚信商家不会出售劣质产品,主营产品 不锈钢装饰管。公司可接大批量订单直接让利给消费者。品质保障:做工材质均选用优良材料,每道工序都严格准确把控。工艺精良:产品都是厂家生产严格按照标准执行,直供货源物,物美价廉。贴心服务生产、加工、销售、售后一条龙服务,严苛质检和效果测试,确保使用无忧。


随着我国国民经济的发展,大口径直缝钢管以其承压能力高、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、钢结构工程等行业的欢迎。
大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(最多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行100%的检查;
9.X射线检查Ⅰ:对内外焊缝进行100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。



不锈钢的常见分类:02
铁素体型不锈钢
基体以体心立方晶体结构的铁素体组织((a相)为主,有磁性,一般不能通过热处理硬化,但冷加工可使其轻强化的不锈钢。美国钢铁协会以430和446为标示。04
奥氏体一铁素体(双相)型不锈钢
基体兼有奥氏体和铁素体两相组织,其中较少相基体的含量一般大于15%,有磁性,可通过冷加工使其强化的不锈钢,329是典型的双相不锈钢。与奥氏体不锈钢相比,双相钢强度高,耐晶间腐蚀和耐氯化物应力腐蚀及点腐蚀能力均有明显提高。5
沉淀硬化型不锈钢
基体为奥氏体或马氏体组织,并能通过沉淀硬化处理使其硬化的不锈钢。美国钢铁协会以600系列的数字标示,如630,即17-4PH。

