






纵横机械制造有限公司是一家专注于 四川内江钢衬塑管道的生产、销售于一体的综合实体企业。公司成立以来全体员工努力奋斗,逐步发展壮大。 公司拥有高素质的销售、服务团队,24小时为您提供贴心的销售服务与技术支持,让您购买放心,使用更安心。公司本着“供优质产品、做样板工程,树企业形象”的生产、供货、服务理念,获得了业主、用户的广泛好评,并在上下游同行中树立了良好的企业形象。纵横机械制造有限公司始终坚持“诚信至上、互惠互利,共同发展,合作共赢”的经营理念,以“质量、技术、服务、诚信、共赢”为立业之本,形成了完善的生产、销售、服务、售后一站式的企业经营体系。优质的产品,优惠的价格是我们对客户的回报,高品质的服务是我们对客户永远的承诺!公司愿与各行各业进行广泛的交流与合作。热忱欢迎业界同仁前来考察、莅临指导、洽谈业务。


电厂脱硫管道应用范围:
1.发电厂:排烟脱硫装置(脱硫塔及脱硫管道)、酸水贮槽、阴阳离子罐、阴阳离子塔、吸收塔烟道、事故浆液箱、石灰石浆箱、机磨再循环浆液箱;
2.焦化厂、煤气厂:脱硫塔本体、脱硫管道、化盐设备、蒸发塔;铝业公司:氢氧化钠贮槽;
3.钢铁厂:盐酸回收装置、焦炭炉脱硫装置、酸洗装置;
4.化学工业:氯碱装置、盐水槽染料、化学品等装置;
5.排水、废液处理装置、污水处理装置:混凝土槽、中和槽。
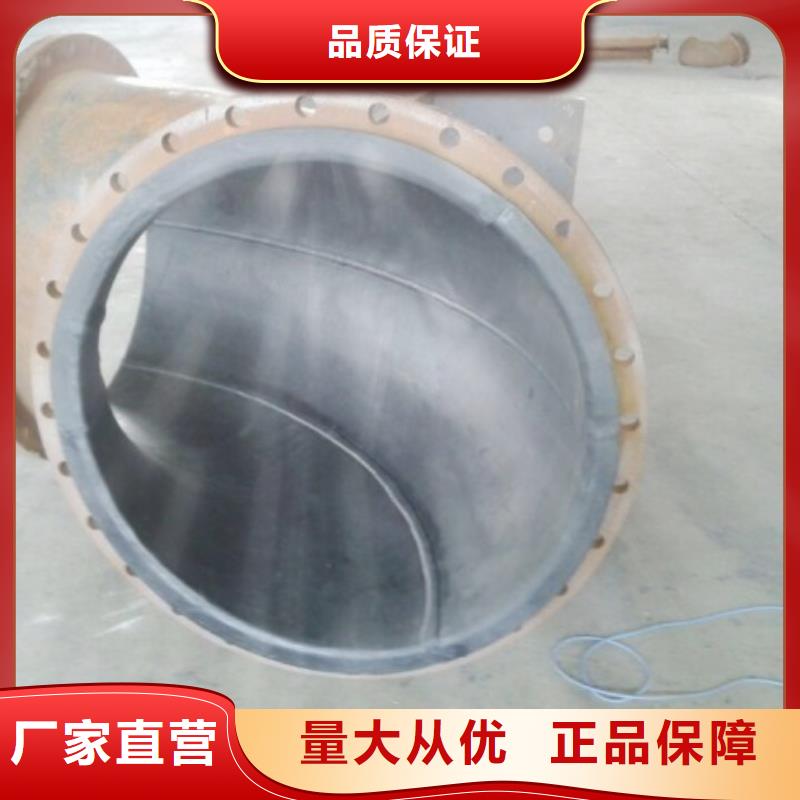
衬胶钢管及管件法兰焊接注意要点:在衬胶管道生产过程中,有时会遇到客户自己提供衬胶钢管的情况,因为许多企业在建过程中项目上也有钢管也有焊工,就自行预制管道然后来我厂昨晨胶处理,这样其实是很可行的方案在现场组装的管道长度更精准,但是需要注意的一点是,钢管两端焊接法兰时不是焊结实就算完.法兰和钢管的焊接一定要出一个弧度要不然衬胶时极易产生空和起包现象.
在制作衬胶钢管之前,衬胶钢管两端焊接法兰十分重要,马虎不得。如果焊接法兰焊缝出现气孔、夹渣、坑窝现象则不合格,不能衬胶。要是以次充好衬完橡胶后的衬胶管会出现鼓泡现象,所以我们在制作衬胶管道焊接这方面一定要把握好焊接质量后方可内衬橡胶。
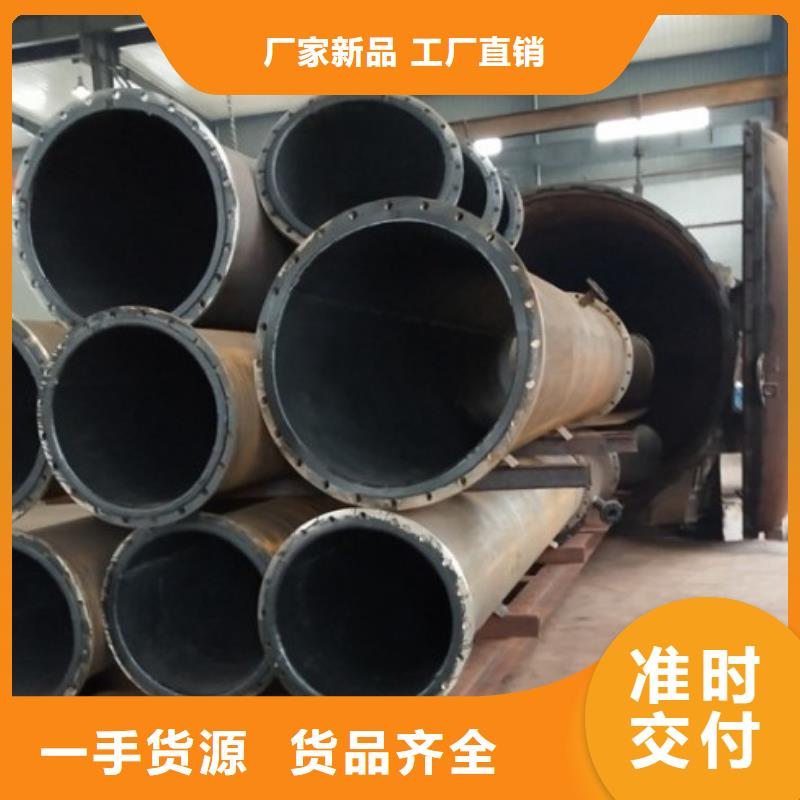
洛阳纵横制造有限公司是一家集科研、开发、生产、销售于一体的多元化复合型离新技术企业。本公司在防腐领域积累了二十多年的实践经验,是国内致力于滚塑及橡胶板的生产与衬里,玻璃鳞片,防腐设备的研制,开发,生产,施工,推广的专业大型企业,经营产品:化工设备的制造与防腐、全塑、钢衬塑储运槽罐、钢衬胶、钢衬塑管道、全塑、钢衬塑化工塔、水处理设备、非标容器制造五大系列200多个品种。



衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,长不应超过24h。


