您的位置>首页 >凉山本地今日新闻 >
珩磨管厂家厂
发布时间: 2024-06-29 09:18:21 浏览次数:1
以下是:珩磨管厂家厂的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#无缝钢管 |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸机械加工 |
|---|
| 是否进口 | 否 |
|---|
以下是:珩磨管厂家厂的图文视频
导读 选购珩磨管厂家厂来四川省凉山市找四川省凉山市九冶管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:开发区丁快工业园发货到凉山。 四川省,凉山彝族自治州 凉山彝族自治州,四川省辖自治州,首府驻西昌市,位于四川西南部,北起大渡河与雅安、甘孜州接壤,南至金沙江与云南省相望,东临云南昭通和四川宜宾、乐山,西连甘孜州;地势西北高,东南低,北高南低;气候属于亚热带季风气候。凉山全州总面积6.04万平方公里,下辖2个县级市,14个县,1个自治县。截至2022年末,凉山彝族自治州常住人口489.1万人。
我们的珩磨管厂家厂视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:珩磨管厂家厂的图文介绍

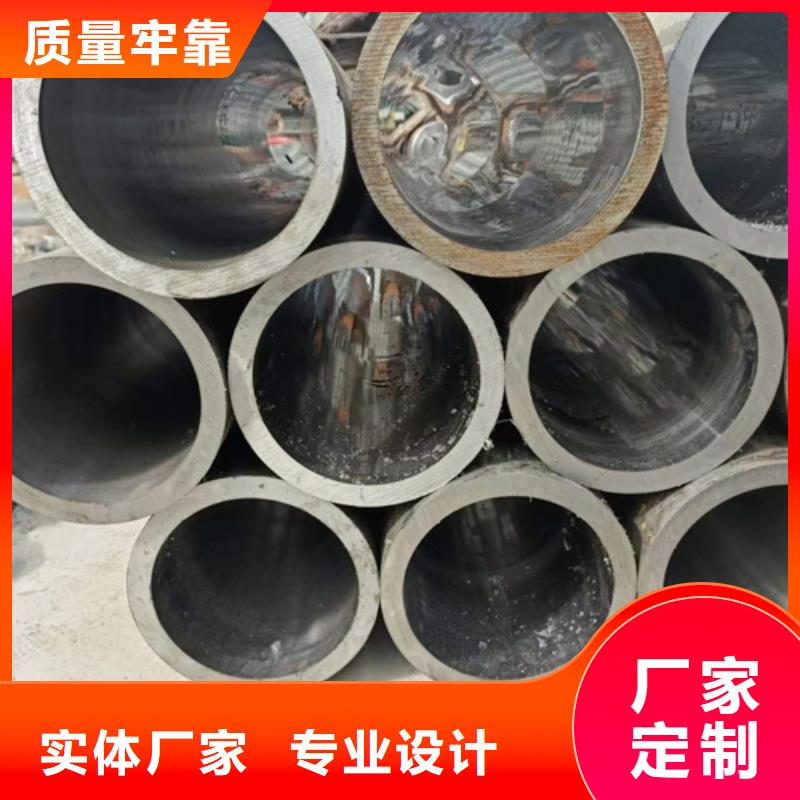
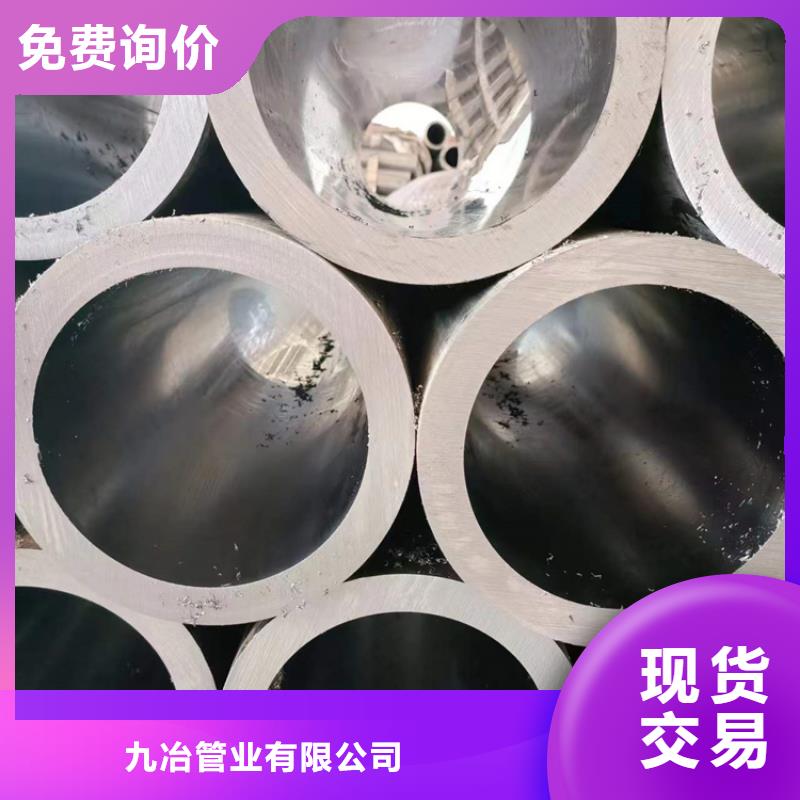
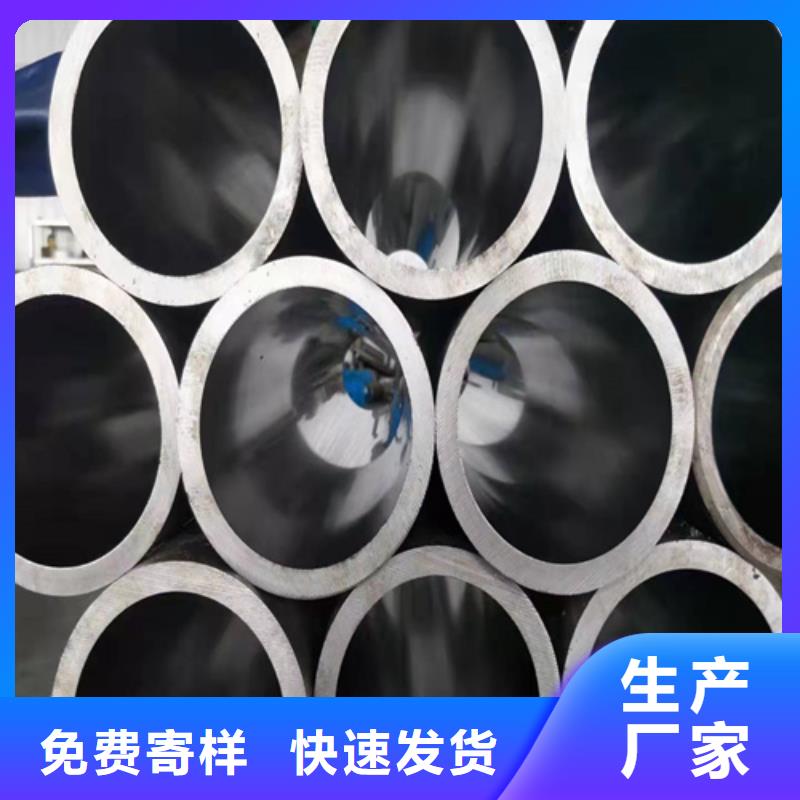
怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。




凉山九冶管业有限公司是集 不锈钢缸筒研发生产销售于一体的高新技术公司。开发力量雄厚,生产设备精良,工艺流程先进,质检监督机构齐全。所生产的 不锈钢缸筒产品畅销全国三十多个省市自治区以用户为中心、以人才为根本、努力实现你我共赢”的经营理念,在 不锈钢缸筒用户中赢得了良好的声誉和高度评价。
总结 今年在四川省凉山市购买珩磨管厂家厂有了新选择,四川省凉山市九冶管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的珩磨管厂家厂产品。如需购买或咨询,请随时联系我们,联系人:高经理-17706353138,QQ:3573482096,地址:开发区丁快工业园。