



简约而不简单,我们的20#方钢管-点击咨询产品视频将用最直观的方式展示产品的核心价值。
以下是:20#方钢管-点击咨询的图文介绍

科技创新是铜仁联众物资有限公司永续发展的不竭动力,公司有着一支强大的 扁铁条、冷拔方钢厂家、冷拉方钢厂家、冷拉扁钢厂家技术科研团队,公司数个以研究生为主的 扁铁条、冷拔方钢厂家、冷拉方钢厂家、冷拉扁钢厂家项目研发团队不断取得技术上的进步。可以期待… 谢谢您,我们的朋友与伙伴,一路走来对公司的支持与鼓励!感恩的心,感谢有您! 将以更多符合社会期待的 扁铁条、冷拔方钢厂家、冷拉方钢厂家、冷拉扁钢厂家产品回报客户和社会!


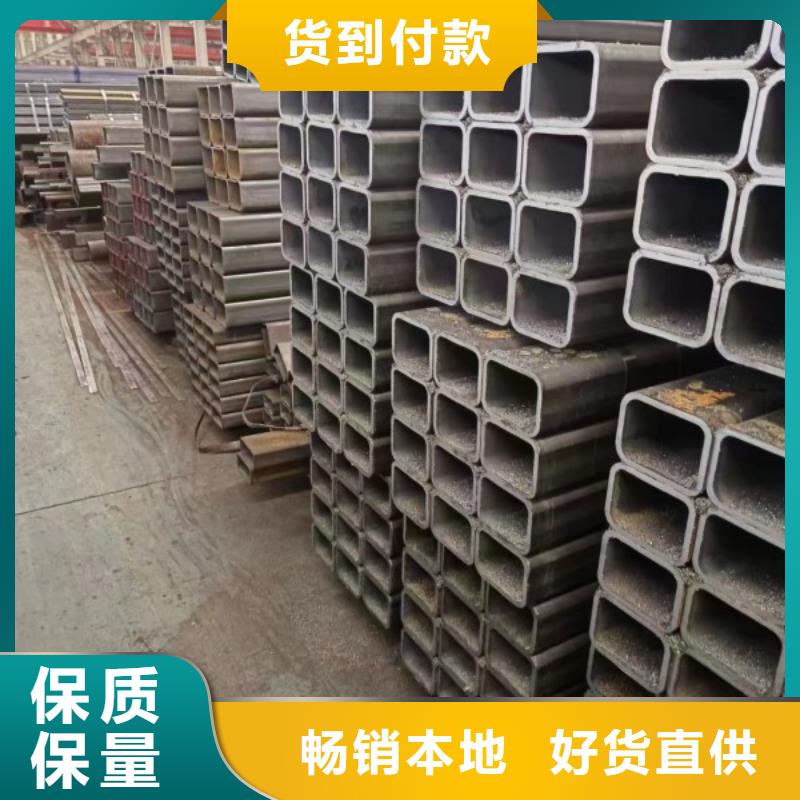
方矩管硬度是衡量金属材料软硬程度的指针,生产中测定方矩管硬度的方法常用的是压入硬度法,它是用一定几何形状的压头在一定发的载荷下压入被测试的金属材料表面,根据被压入程度来测试其硬度值。
方矩管规格表
16×16×0.4~1.5
380×380×8.0~30.0
10×20×0.6~1.5
250×150×6~12.0
18×18×0.4~1.5
400×400×8.0~30.0
14×21×0.6~1.5
250×100×6~12.0
20×20×0.4~1.5
420×420×10.0~30.0
15×30×1.5~1.5
250×200×6~30.0
25×25×0.6~2.0
450×450×10.0~30.0
15×38×0.6~1.5
300×150×6~30.0
30×30×0.6~4.0
480×480×10.0~30.0
20×30×0.6~2.0
300×200×6~30.0
34×34×1.0~2.0
500×500×10.0~30.0
20×40×0.8~2.0
300×250×6~30.0
35×35×1.0~4.0



方矩管实弯成型法
实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。
1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。
2)实弯的缺点是有拉伸/减薄效应。,方矩管实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管空弯成型方法
方矩管空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。


方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。

