

为您精心制作的冷拔六角管品质可靠产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:冷拔六角管品质可靠的图文介绍

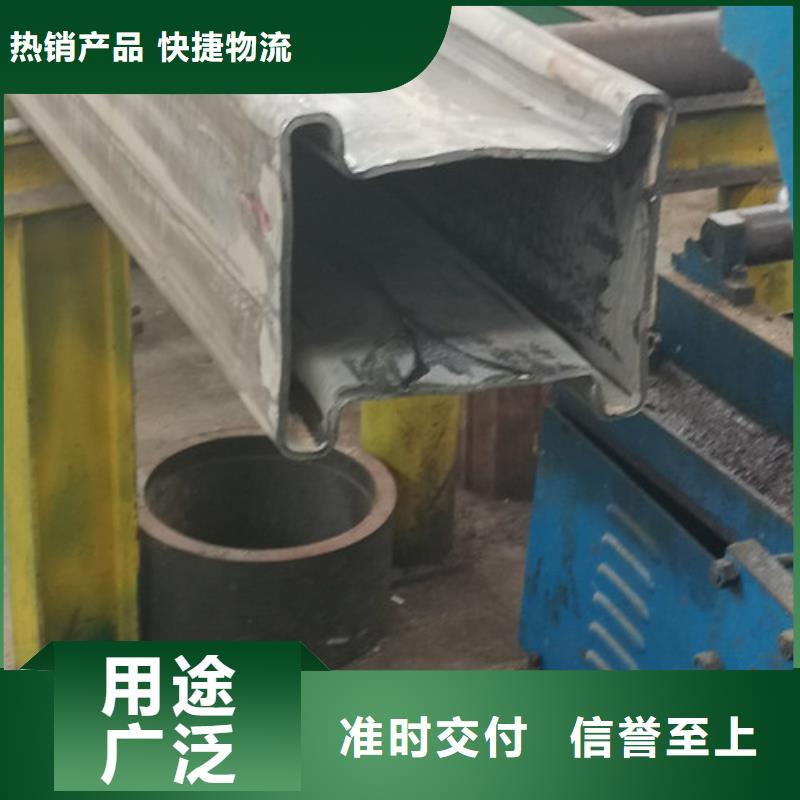
日喀则冷拉管
精拉管业有限公司
日喀则冷拉管的图文介绍
现货直发专业定制

精拉管业有限公司不断创新的企业文化培养了一支的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 西藏日喀则冷拉管产品及服务,为顾客创造价值,为社会进步做出贡献。





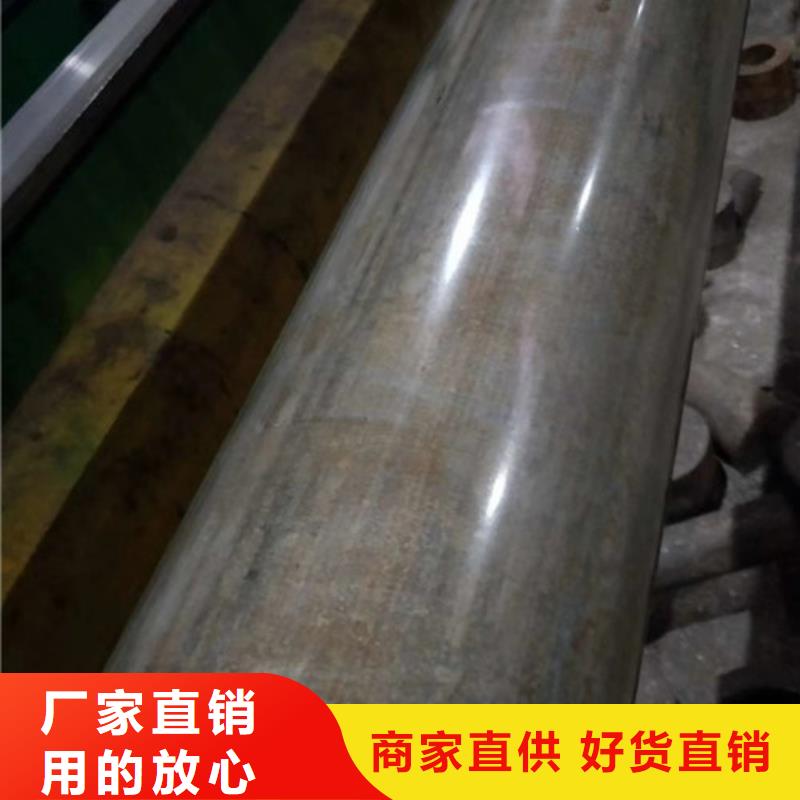
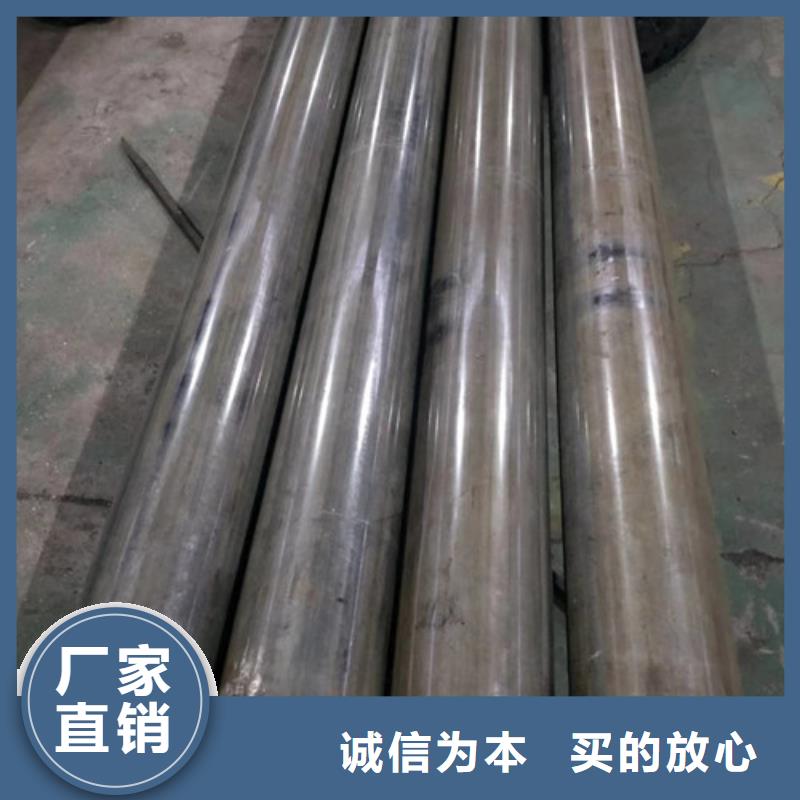
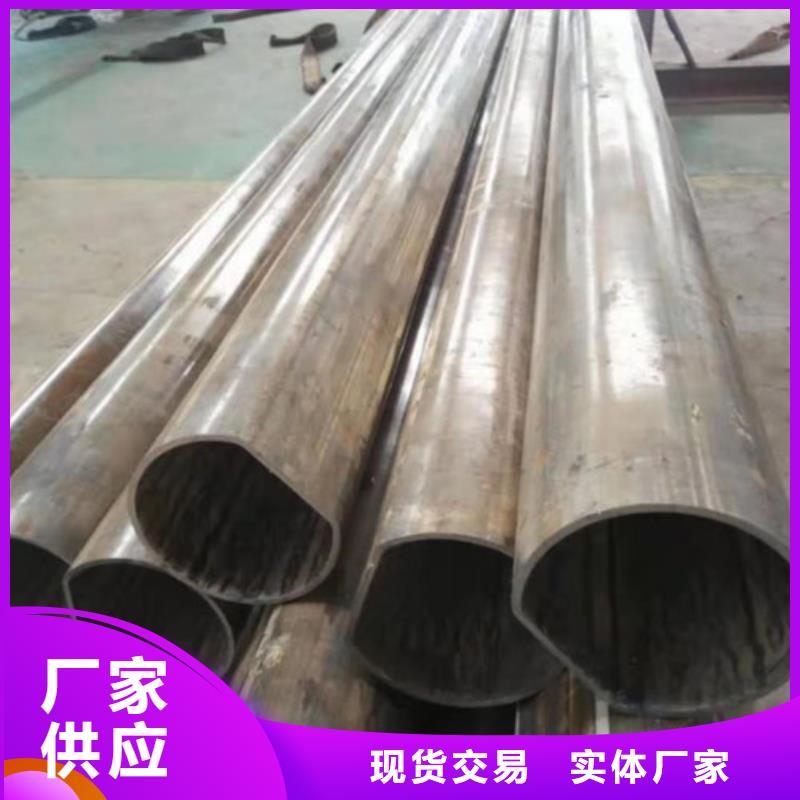
产品实拍图
PRODUCT REAL SHOT DISPLAY


冷拔管技术包括连轧、冷拔管、三辊轧管、CPE顶管、挤压管等。其中20#冷拔管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。




