


三门峡建鑫金属材料有限公司-产品理念专业:专业设计制造生产 W型铸铁管多个系列,50余种产品。设计:高级工程师设计制造,专业力学设计计算,可根据客户要求定做特种型号 W型铸铁管。制造:国际先进制造工艺,质保体系完备,通过ISO9001质量体系认证,国家A级制造资质,保证品质卓越。安装:具有10年 W型铸铁管的安装维修经验的专业团队,专业化科学化,所有安装人员持证上岗。服务:24小时应急服务电话,随时解答疑难问题,全国34个专业维修服务网点。产品:以“品质”“安全”“信心”“保险”为服务宗旨。承诺:所有 W型铸铁管产品均有品质保证,为了让客户更加放心使用产品,我们努力做到尽善尽美。


.1 影响因素
(1)硅:硅的氧化物也是夹渣的主要组成部分,因此尽可能降低含硅量。铸铁排水管
(2)硫:铁液中的硫化物是球铁件形成夹渣缺陷的主要原因之一。硫化物的熔点比铁液熔点低铸铁排水管
,在铁液凝固过程中,硫化物将从铁液中析出,增大了铁液的粘度,使铁液中的熔渣或金属氧化物等不易上浮。因而铁液中硫含量太高时,铸件易产生夹渣。球墨铸铁原铁液含硫量应控制在0 06%以下,铸铁排水管
当它在0 09%~0 135%时,铸铁夹渣缺陷会急剧增加。
(3)稀土和镁:近年来研究认为夹渣主要是由于镁、稀土等元素氧化而致铸铁排水管
,因此残余镁和稀土不应太高。
(4)浇注温度:浇注温度太低时,金属液内的金属氧化物等因金属液的粘度太高,铸铁排水管
不易上浮至表面而残留在金属液内; 温度太高时,金属液表面的熔渣变得太稀薄,不易自液体表面去除,往往随金属液流入型内。而实际生产中,浇注温度太低是引起夹渣的主要原因之一。此外,浇注温度的选取还应考虑碳、硅含量的关系。
(5)浇注系统:浇注系统设计应合理,具有挡渣功能,使金属液能平稳地充填铸型,力求铸铁排水管
避免飞溅及紊流。
(6)型砂:若型砂表面粘附有多余的砂子或涂料,它们可与金属液中的氧化物合成熔渣,导致夹渣产生;砂型的紧实度不均匀,紧实度低的型壁表面容易被金属液侵蚀和形成低熔点的化合物,导致铸件产生夹渣



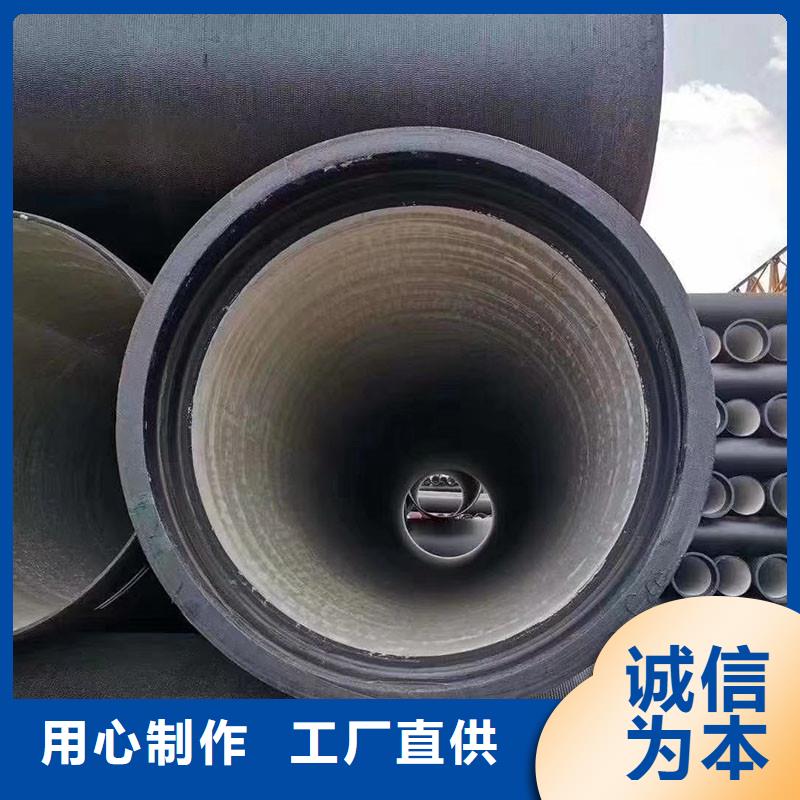
球墨铸铁管的12点技术要求 铸铁排水管 铸铁排水管
1.球墨管的磷含量的化学成分应不超过0.30%,硫含量不得超过0.10%。铸铁排水管
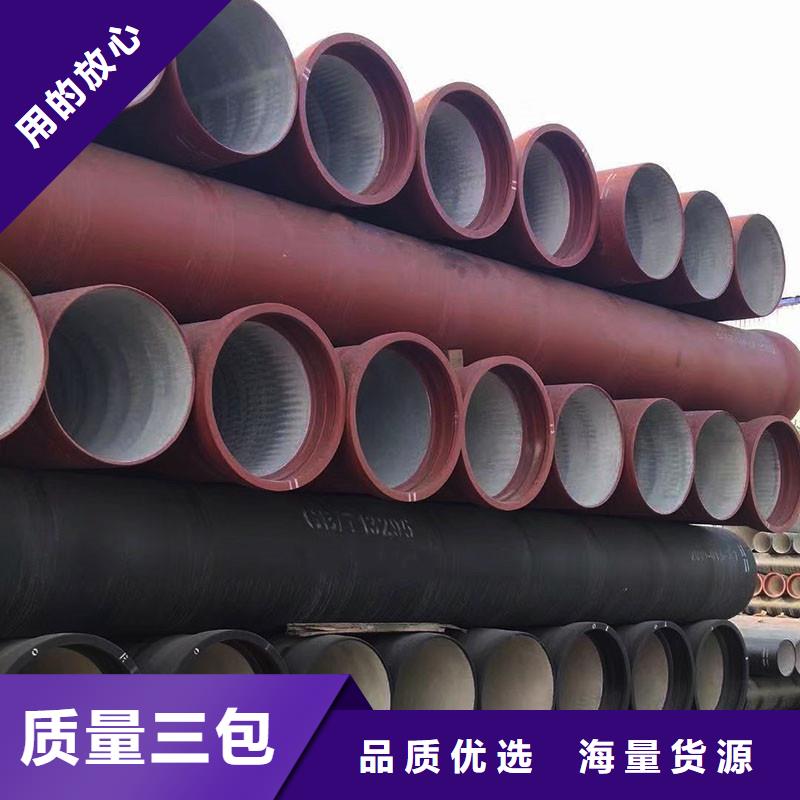
2.连续铸造铁管表面硬度应不超过HB210,铸铁排水管金属和砂离心铸铁管的表面硬度应大于HB230。
3.气密性试验介质压缩空气气密性试验压力不得小于0.3MPa的(3kgf/mm2f)。铸铁排水管
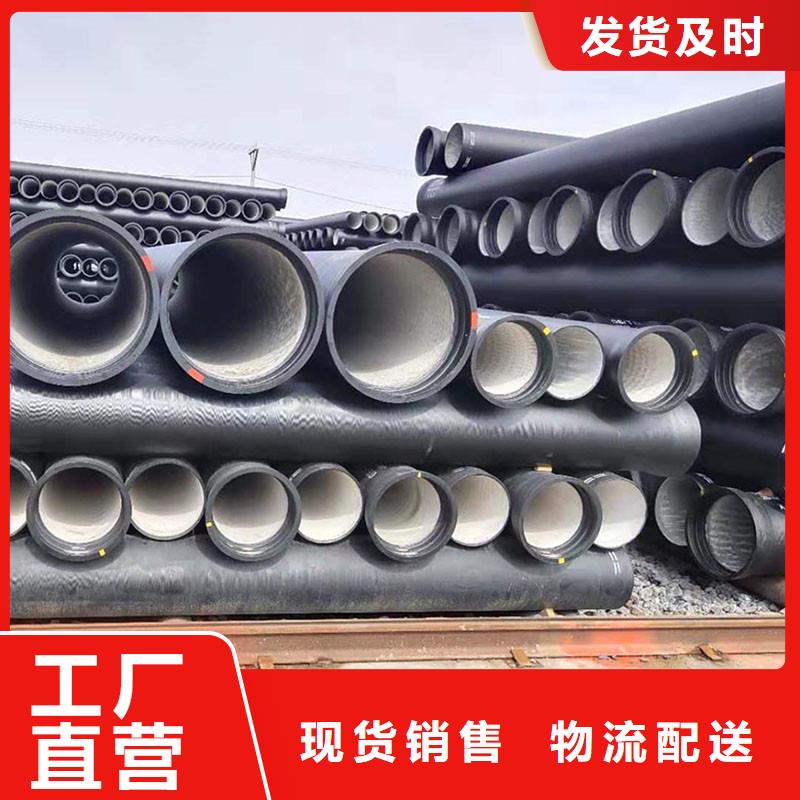
4.组织铸铁管应是灰口铸铁,铸铁排水管结构紧凑,易于切割,钻孔。
铸铁排水管
5.铸铁管内外表面的表面质量不允许有冷隔、裂缝铸铁排水管、错位妨碍使用的明显缺点。
6.减薄的各种局部缺陷,铸铁排水管其深度不得超过(2+0.05 T)的毫米。铸铁排水管
7.轴承的密封面,除了符合上述要求的插孔,不得有连续的轴向沟槽和凹坑表面。
8.插座法兰轮廓应该是明确的,铸铁排水管允许不影响使用的小毛病。
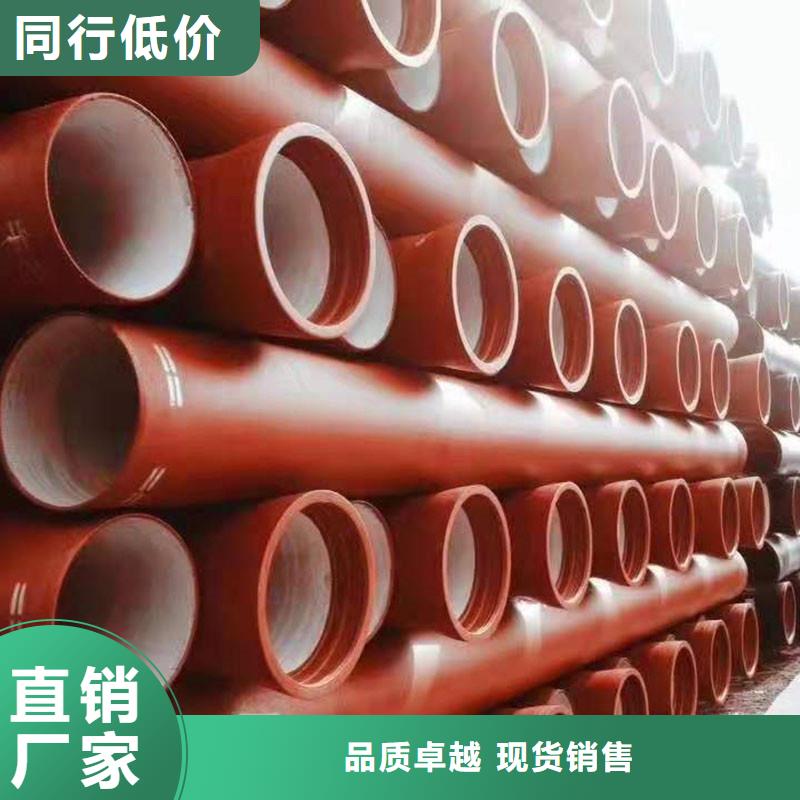
9.涂层管体表面应涂有沥青的质量或其他防腐材料。铸铁排水管
10.水的供应和使用铸铁管涂层应不溶于水。
11.涂层外表面应清洁,无锈,铁片。


硅:在碳当量不变的条件下,适当降低含硅量,有助于降低产生石墨漂浮的倾向。
(3)稀土:稀土含量过少时,碳在铁液中的溶解度会降低,铁液将析出大量石墨,加重石墨漂浮。
(4)球化温度与孕育温度:为了提高镁及稀土元素的吸收率,国内试验研究表明,球化处理时最适当的铁液温度是1380~1450℃。在此温度区间,随着温度升高,镁和稀土的吸收率增加。
(5)浇注温度:一般情况下,浇注温度越高,出现石墨漂浮的倾向越大,这是因为铸件长时间处于液态有利于石墨的析出。A.P.Druschitz与W.W.Chaput研究发现,若缩短凝固时间,随着浇注温度升高,石墨漂浮倾向降低。
(6)滞留时间:孕育处理后至浇注完毕之间的停留时间太长,为石墨的析出提供了条件,一般这段时间应控制在10min以内。
铸铁排水管,柔性铸铁排水管,柔性铸铁排水管厂家



