






故障原因: 1、是带锯床没清干净,铁削刷,刷得不到位,带锯条把铁削带到了盘上,有的铁削会留在锯轮上,在反复与锯条的接触中就会把锯条顶出裂纹。 2、是带锯床的涡轮箱里可能是轴承烧了,造成锯轮倾斜角度变,在刚用新锯条时可看到锯轮边缘处把锯条带起,然后锯条又掉下去,可以听到明显的‘啪啪’声,这种情况锯条不超2天就会断。 3、有可能是你的锯床上的带锯条质量不行。金属带锯床如何调试双金属带锯床 试锯前各油池应灌油,润滑点各进行一次加油和检查。
在锯床刚开始工作的时候要进行试锯,在试锯前应仔细地擦去锯床各部分的防锈油,不得使用金属工具和其它足以划伤零件表面的器具来擦油,擦净后,薄薄地抹上一层机油。 试锯时,先以1低速空运转数分钟,然后逐渐提高转速,试验各级转速的运转和变速机构。同时检查工作台的各方向进给操纵手柄是否灵活可靠,检查润滑油泵的工作情况。这样就完成了锯床的试锯!
检查外接三相主电源是否与锯床工作电压一致。锯床接上电源后,首先检查电机的旋转方向,并按照手柄扳动方向与工作台运动方向一致校正接线。


2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整



锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动主动轮,再驱动绕在主动被动轮缘上的锯条进行切削回转运动。
锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,锯齿上的切屑。
冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作

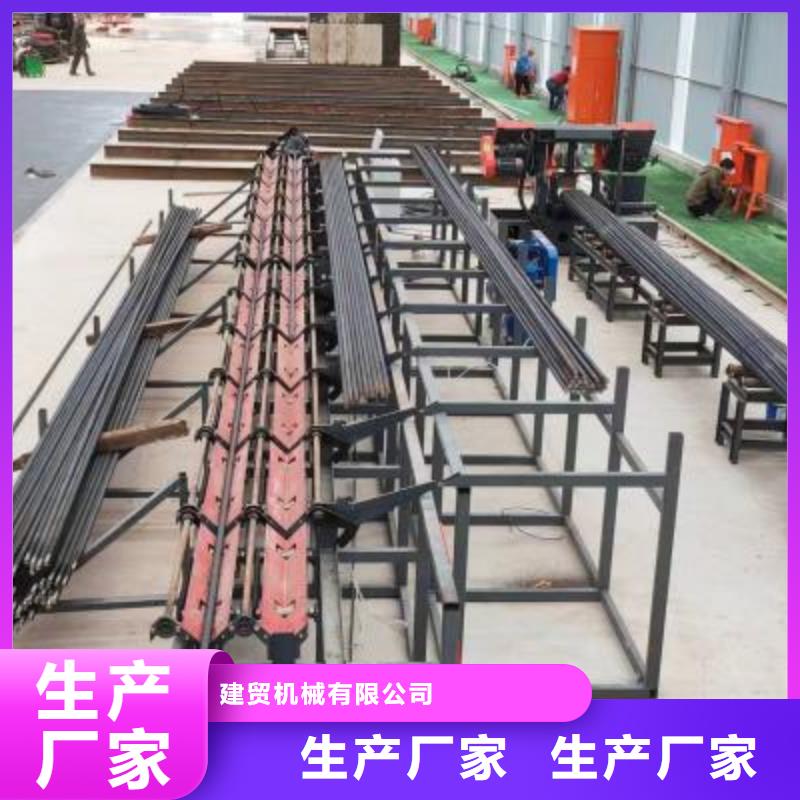
建贸机械 有限公司常年经销【浙江温州钢筋冷挤压机】等产品。公司以诚信为本,坚持创新发展,努力站在客户的角度思考问题,欢迎来电咨询选购。


