





我们为您准备了Q235B螺旋焊管检尺理算价格产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:Q235B螺旋焊管检尺理算价格的图文介绍
国耀宏业钢铁有限公司长期从事 黑龙江绥化方管厂家等产品的销售工作。公司始终坚持以人为本,诚信立业的经营原则,荟萃业界精英,管理方法及企业经验与国内市场发展具体实际相结合,为企业提供的设计方案,使企业在激烈的市场竞争中始终保持竞争力,实现企业快速稳定的发展。公司人才结构合理,为了开发出真正适合企业需求的产品,紧密跟踪国内前沿行业方面的技术和行业发展特点,不断优化产品,令用户得到优质的服务和良好的投资回报。我们信奉“诚信为本、用户至上”的宗旨。以市场的需求为导向、以客户的需求为标准、以先进的技术为依托、以科学的管理为基础,竭诚为用户提供各种产品加工和技术服务。您的需要就是我们的目标,竭诚欢迎新老用户咨询、洽谈、合作,共谋发展。


对压力管道的材料、焊接、安装工艺、无损检测、压力试验等关键环节进行详细的检验,对检验中发现的部分管道存在安装工艺不符合规范要求、施工过程记录与实际情况不一致、射线检测底片缺陷漏评或错评、无损检测示意图。
据“”库存统计数据显示,截至10月8日,全国主要市场的五大钢材品种(螺纹钢、线材、热轧板卷、冷轧板卷和中厚板)社会库存总量为1529.11万吨,较节前增加了62.38万吨,增量中,建筑钢材与板材的增量各占半壁江山。值得说明的是,60多万吨的增量相较于去年近百万吨的增量有明显的下降,且是2009年以来国庆节后的增量。
尽管钢材社会库存的增加较为有限,但据钢铁了解,钢材市场供给压力并不会因此而有所。据钢铁工业数据显示,9月中旬重点企业粗钢日均产量为177.95万吨,旬环比增长0.97%,预估全国的粗钢产量为214.35万吨,旬环比增长0.66%。
此外,重点钢铁企业库存仍处较高水平,中旬旬末,重点钢铁企业库存为1322万吨,较上旬增加62.57万吨,增长4.97%。业内人士指出,一方面由于钢厂粗钢产能释放保持较高水平,导致钢厂库存始终处于一个较高的水平;另一方面,钢厂经营模式的改变,也导致今年以来,终端钢厂库存平均水平普遍高于往年。
据“”库存统计数据显示,截至10月8日,全国主要市场的五大钢材品种(螺纹钢、线材、热轧板卷、冷轧板卷和中厚板)社会库存总量为1529.11万吨,较节前增加了62.38万吨,增量中,建筑钢材与板材的增量各占半壁江山。值得说明的是,60多万吨的增量相较于去年近百万吨的增量有明显的下降,且是2009年以来国庆节后的增量。
尽管钢材社会库存的增加较为有限,但据钢铁了解,钢材市场供给压力并不会因此而有所。据钢铁工业数据显示,9月中旬重点企业粗钢日均产量为177.95万吨,旬环比增长0.97%,预估全国的粗钢产量为214.35万吨,旬环比增长0.66%。
此外,重点钢铁企业库存仍处较高水平,中旬旬末,重点钢铁企业库存为1322万吨,较上旬增加62.57万吨,增长4.97%。业内人士指出,一方面由于钢厂粗钢产能释放保持较高水平,导致钢厂库存始终处于一个较高的水平;另一方面,钢厂经营模式的改变,也导致今年以来,终端钢厂库存平均水平普遍高于往年。






其中,金属中的大部分储能为晶格畸变应力,主要为管壁发生形化,钢管的抗拉强度会增加。同时,内层金属和万层金属分别受到压力和拉力的作用,会产生反向的塑性变形,进而发生包辛格效应,导致带钢的屈服强度下降。同时还要对螺旋焊管成形工艺进行合理设计,通常是采用弹复控制设计,这样可以有效实现对管坯弹复状态的控制,从而保证管坯的弹复状态达到设计要求。
对管坯弹复状态产生影响的主要因素是材料的屈服强度。比如在进行螺旋焊管结构设计的时候,我们可以通过在不同弹复条件下使用材料加工成合格的管坯,下面分别对通过对和小屈服条件进行控制来实现对管坯弹复状态的控制。
事实上,关于其的工艺设计可以利用完整的数学模形进行表达,使每个环节更加清晰的呈现出来。与此同时,对于现场工作的管理也提供管理便捷,且对于螺旋焊管的成形质量具有重要作用。此外关于螺旋焊管成形工艺的初步设计,在实际施工过程中需要根据原料减半的实际数据对初步设计进行修正,设计结果的准确度。
在焊管进行焊接工艺处理的过程中,根据实际情况不同,可以选用不同的焊接工艺方法。目前主要可以采用九种不同的焊接工艺,首先可以采用高频电阻焊,该焊接方法是利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,并在辊作用下溶合金属实现焊接。
对管坯弹复状态产生影响的主要因素是材料的屈服强度。比如在进行螺旋焊管结构设计的时候,我们可以通过在不同弹复条件下使用材料加工成合格的管坯,下面分别对通过对和小屈服条件进行控制来实现对管坯弹复状态的控制。
事实上,关于其的工艺设计可以利用完整的数学模形进行表达,使每个环节更加清晰的呈现出来。与此同时,对于现场工作的管理也提供管理便捷,且对于螺旋焊管的成形质量具有重要作用。此外关于螺旋焊管成形工艺的初步设计,在实际施工过程中需要根据原料减半的实际数据对初步设计进行修正,设计结果的准确度。
在焊管进行焊接工艺处理的过程中,根据实际情况不同,可以选用不同的焊接工艺方法。目前主要可以采用九种不同的焊接工艺,首先可以采用高频电阻焊,该焊接方法是利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,并在辊作用下溶合金属实现焊接。



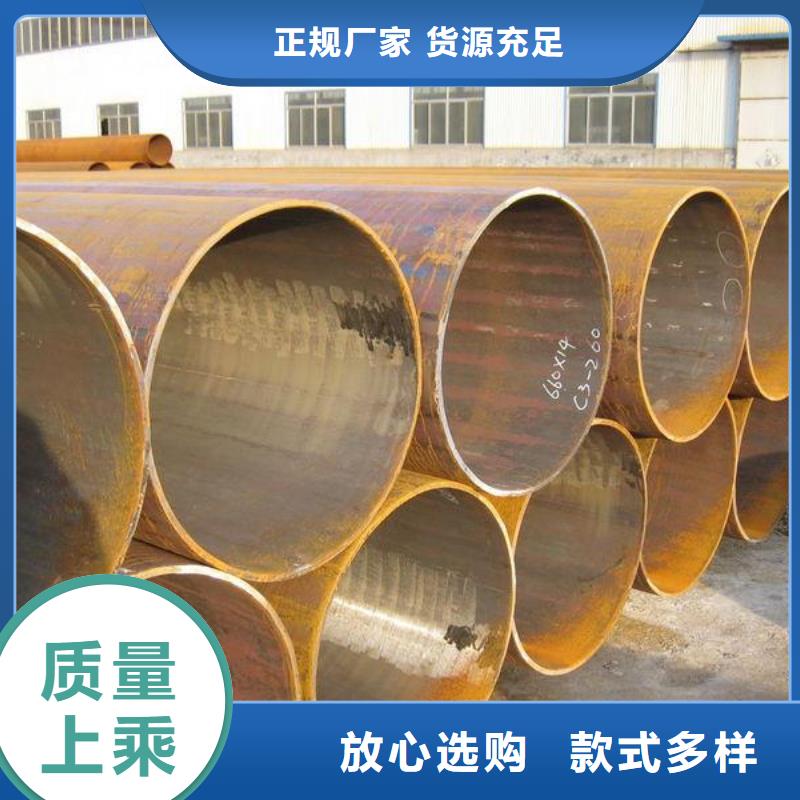
因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分为如下若干品种:GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。
其代表材质为:Q235A级钢。GB/T14291-2006(矿用流体输送焊接钢管):主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。GB/T12770-2002(机械结构用不锈钢焊接钢管):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。
其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。GB/T12771-1991(流体输送用不锈钢焊接钢管):主要用于输送低压腐蚀性介质。代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
另有,装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-1995),以及换热器用焊接钢管(YB4103-2000)。生产流程直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
其代表材质为:Q235A级钢。GB/T14291-2006(矿用流体输送焊接钢管):主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。GB/T12770-2002(机械结构用不锈钢焊接钢管):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。
其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。GB/T12771-1991(流体输送用不锈钢焊接钢管):主要用于输送低压腐蚀性介质。代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
另有,装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-1995),以及换热器用焊接钢管(YB4103-2000)。生产流程直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
