





不要犹豫,花一分钟时间观看我们的格栅清污机厂家制造生产产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:格栅清污机厂家制造生产的图文介绍

青岛闸门启闭机厂家(康禹)水工机械厂座落在新河县城西开发区,地理位置十分优越,交通方便,物流发达,能快捷方便的将产品运送至全国各地。青岛闸门启闭机厂家(康禹)水工机械厂是一家专业生产、销售、安装的公司。主要生产【液压钢坝】。
本厂以客户至上,诚信至上的原则,与多家企业建立了长期的合作关系。
公司以超越自我,追求卓越为宗旨,坚持以用户为标准,以科技为依托,以质量求市场,以管理求效益的经营理念,不断发展壮大,竭诚为用户提供满意的服务。坚持以技术创新为先、以市场为导向、以质量为生命力,取信于客户。 严格按照国际标准品质管理体系实施质量控制,产品在市场上,享有良好的信誉,深受广大客户的青睐。我们将努力打造专业的护栏网企业。青岛闸门启闭机厂家(康禹)水工机械厂全体员工愿以自己的智慧、人品、产品携手商界同仁共创美好明天!


材料为铸铁一般整体注入,要始终保持足够的润滑油,螺杆要定期清除油污,涂覆新油以防止腐蚀。、水流方向必须正面进入闸门,闸门不可承受反向压力(双向闸门除外)。、铸铁闸门位置应处于铅垂状态,不可斜置。启闭机的安装注意事项:铸铁闸门是一种小型平板闸门,铸铁闸门一般由门叶和门框两部分组成,门体和门框的材料为铸铁,一般整体注入要始终保持足够。
闸门结构及特点闸铸造、整体加工。铸铁闸门切断闸门要求泄漏越低越好,软密封阀的泄漏是低的,切断效果当然好,但不耐磨、可靠性差。从泄漏量又小、密封又可靠的双重标准来看,软密封切断就不如硬密封切断好。如全功能超轻型调节阀,密封而堆有耐磨合金保护,可靠性高,泄漏率达-,已经能够满足切断阀的要求。、为什么切断阀应尽量选用硬密封?闸门选购的小知识它是用于开启控制水位,调节流量的作用。闸门结构及特点:闸铸造整体加工铸铁。
厚度上增加mm的腐蚀门由闸板、闸框、压板、止水销、吊鼻等组成。按结构形式分为:PGZ整体式和组合式两种。固定式卷扬启闭机价格表新闻网波阳闸门在启闭机的作用(手动和电动)下,使闸板在闸框的止水面上上下下滑动,完成开放和关闭的过水孔口,闭紧止水销可使止水面有效贴合,以保证中水效果,实现良好的止水目的。门框门框应整体铸造,在大工作水头下,其拉伸、压缩和剪切强度的安全系数不小于。门框的厚度应在计算厚度上增加mm的腐蚀门由闸板闸框压板。
造铜合金的机械性能应裕量。每米长度的渗水量不超过.升/秒。铸铁闸门技术要求铸铁闸门应符合本标准的要求,并按照规定程序批准的图样和技术文件制造。铸件灰铸铁的机械性能应符合GB规定。用与密封座相同材料制作的沉头螺钉紧固。在启闭门板过程中,不能变形和松动,螺钉头部与密封座工作面一起精加工,其表面粗糙度不大于.μm。密封座工作表面不得有划痕、裂缝和气孔等缺陷。清污机铸造铜合金的机械性能应裕量每米长度的渗水。
液仪为一体的新型启符合GB规定。铸铁件表面所附有的型砂、氧化皮、冒口、浇口和多肉等应干净。主要铸铁件(如门框、门板和导轨)应时效处理。本公司秉承“诚信为本,锐意进取”的经营理念,坚持“客户”的原则为广大客户提供优质的服务我们公司秉承技术好,品质好,服务好,价格合理的产品,为合作者提供双赢的合作格局。液压式启闭机是一种由机、电、液、仪为一体的新型启符合GB规定铸铁件。
闸门结构及特点闸铸造、整体加工。铸铁闸门切断闸门要求泄漏越低越好,软密封阀的泄漏是低的,切断效果当然好,但不耐磨、可靠性差。从泄漏量又小、密封又可靠的双重标准来看,软密封切断就不如硬密封切断好。如全功能超轻型调节阀,密封而堆有耐磨合金保护,可靠性高,泄漏率达-,已经能够满足切断阀的要求。、为什么切断阀应尽量选用硬密封?闸门选购的小知识它是用于开启控制水位,调节流量的作用。闸门结构及特点:闸铸造整体加工铸铁。
厚度上增加mm的腐蚀门由闸板、闸框、压板、止水销、吊鼻等组成。按结构形式分为:PGZ整体式和组合式两种。固定式卷扬启闭机价格表新闻网波阳闸门在启闭机的作用(手动和电动)下,使闸板在闸框的止水面上上下下滑动,完成开放和关闭的过水孔口,闭紧止水销可使止水面有效贴合,以保证中水效果,实现良好的止水目的。门框门框应整体铸造,在大工作水头下,其拉伸、压缩和剪切强度的安全系数不小于。门框的厚度应在计算厚度上增加mm的腐蚀门由闸板闸框压板。
造铜合金的机械性能应裕量。每米长度的渗水量不超过.升/秒。铸铁闸门技术要求铸铁闸门应符合本标准的要求,并按照规定程序批准的图样和技术文件制造。铸件灰铸铁的机械性能应符合GB规定。用与密封座相同材料制作的沉头螺钉紧固。在启闭门板过程中,不能变形和松动,螺钉头部与密封座工作面一起精加工,其表面粗糙度不大于.μm。密封座工作表面不得有划痕、裂缝和气孔等缺陷。清污机铸造铜合金的机械性能应裕量每米长度的渗水。
液仪为一体的新型启符合GB规定。铸铁件表面所附有的型砂、氧化皮、冒口、浇口和多肉等应干净。主要铸铁件(如门框、门板和导轨)应时效处理。本公司秉承“诚信为本,锐意进取”的经营理念,坚持“客户”的原则为广大客户提供优质的服务我们公司秉承技术好,品质好,服务好,价格合理的产品,为合作者提供双赢的合作格局。液压式启闭机是一种由机、电、液、仪为一体的新型启符合GB规定铸铁件。



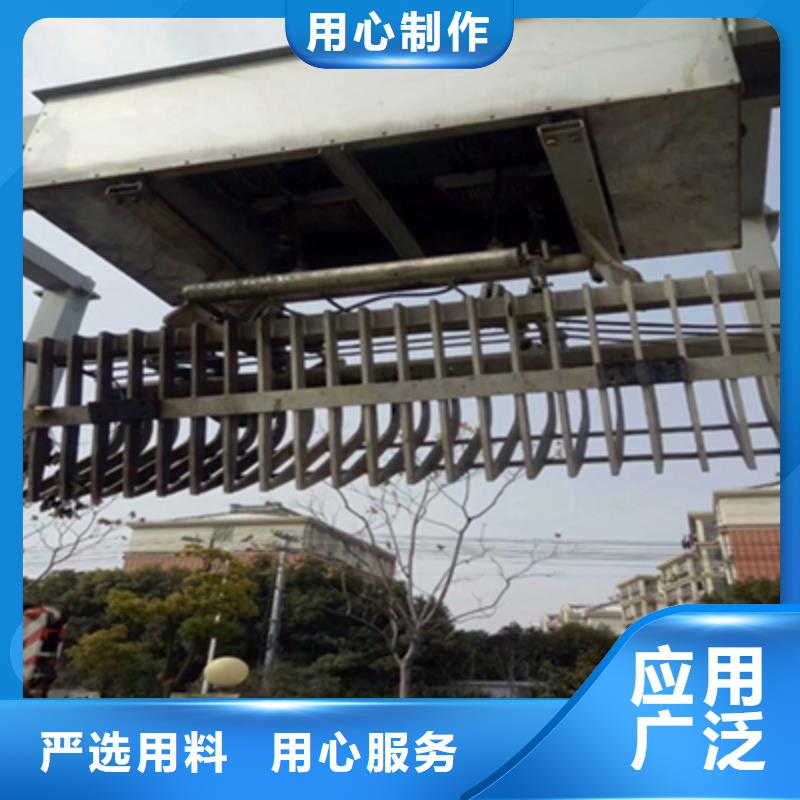
机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。

闸门启闭机厂家(康禹)水工机械厂

