

不要犹豫,点击播放我们的海南屯昌县10号冷拔管产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:海南屯昌县10号冷拔管的图文介绍

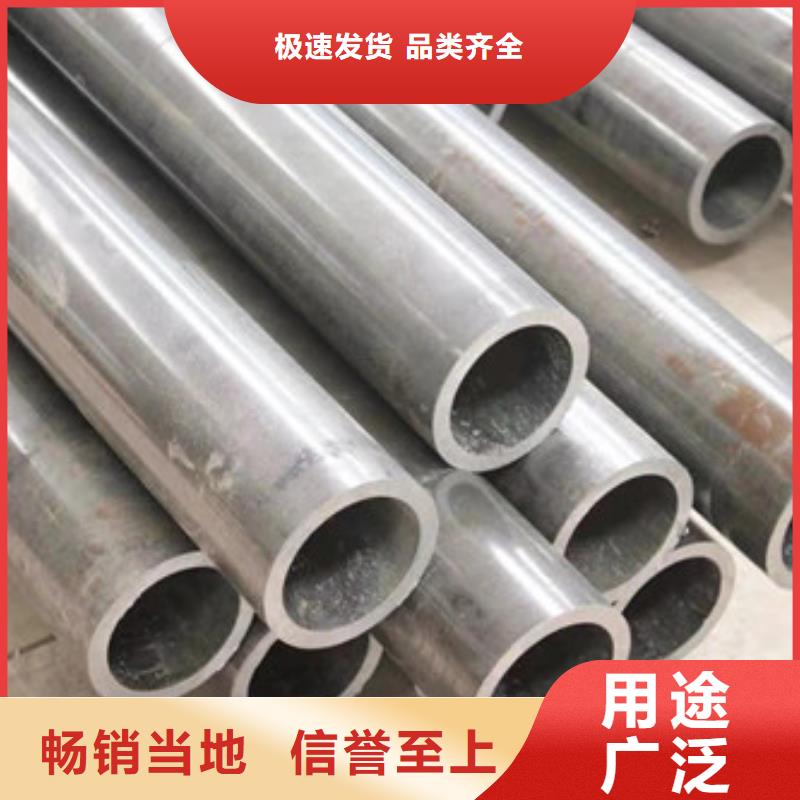
冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。


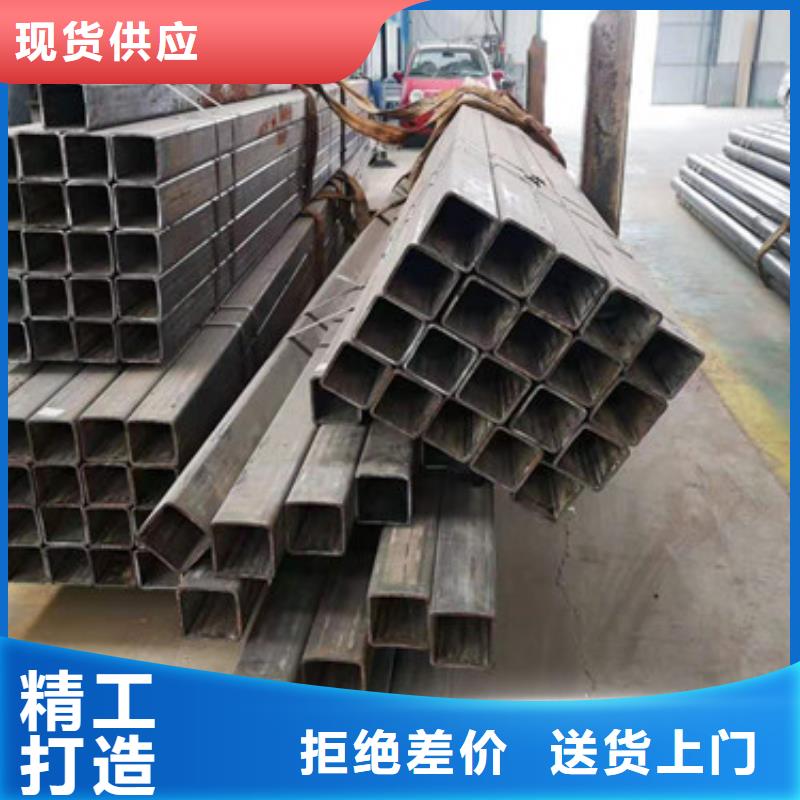
冷拔管的优质性主要是表现在哪些方面。精度高:外径公差:±0.03mm;内径公差:±0.02mm;厚度偏差:≤0.03mm;同心度:≤0.03mm;直线度:≤0.08mm/m。规格齐圆管、方矩管、异型管等均可依照客户产品要求承制;承制范围:外径:Φ3mm ~ Φ158mm;厚度:0.3 mm ~ 10mm。
破坏性测试扣口,压扁,扭曲,直线度,表面粗糙度等性能均在汽车行业用冷拔管标准之上;并可配合客户产品设计要求承制。品质保障,外径、内径、厚度千分尺、游标卡尺、洛氏硬度器、粗糙度测量仪器等品质检验器材齐全,以“品质乃公司之血脉”为准则全力做到质检合格。
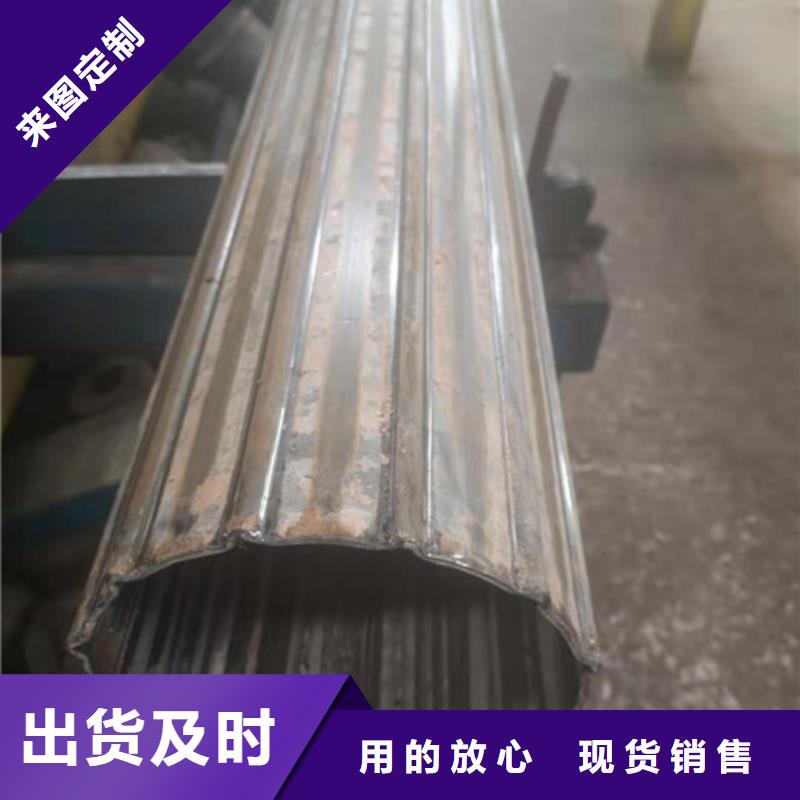
冷拔管是具有很多的公差和尺寸的,只有冷拔管在进行制作的过程中才会达到一个公差的一个规范操作,由于冷拔管在进行制作的过程中是要进行公差的选择的,这样的话冷拔管在进行设计中才会有更好地效果。冷拔管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意冷拔管公差的各种的条件和市场的综合的需求,这样的话冷拔管在加工的时候就会保证比较好的效果。电位差计用的冷拔管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的冷拔管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。
破坏性测试扣口,压扁,扭曲,直线度,表面粗糙度等性能均在汽车行业用冷拔管标准之上;并可配合客户产品设计要求承制。品质保障,外径、内径、厚度千分尺、游标卡尺、洛氏硬度器、粗糙度测量仪器等品质检验器材齐全,以“品质乃公司之血脉”为准则全力做到质检合格。
冷拔管是具有很多的公差和尺寸的,只有冷拔管在进行制作的过程中才会达到一个公差的一个规范操作,由于冷拔管在进行制作的过程中是要进行公差的选择的,这样的话冷拔管在进行设计中才会有更好地效果。冷拔管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意冷拔管公差的各种的条件和市场的综合的需求,这样的话冷拔管在加工的时候就会保证比较好的效果。电位差计用的冷拔管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的冷拔管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。



本厂主营 黑龙江屯昌县冷拉管。精拉管业有限公司秉承“保证质量诚信经营、服务优质、合作共赢”的经营理念在未来的岁月里,我们将- -如既往地和新老客户真作,双赢互惠,共同创造-个更加辉煌的明天!产品图片均为实物照片和设计图,但由于拍摄技术、光线、显示器参数等因素影响。如果您在收货、使用时遇到问题、请联系我们,我们可以随时提供专业的指导、如果收到货发现问题请联系我们。


冷拔管中合金元素对低温回火脆性产生较大的影响。铬和锰促进杂质元素磷等在奥氏体晶界偏聚,从而促进低温回火脆性,钨和钒基本上没有影响,钼降低低温回火冷拔管的韧性一脆性转化温度,但尚不足以抑制低温回火脆性。硅能推迟回火时渗碳体析出,提高其生成温度,故可提高冷拔管低温回火脆性发生的温度。
检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。提出了冷弯成型前对无锡冷拔管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷却方式对原料管组织和力学性能的影响规律;确定了无锡冷拔管的常规正火工艺:加热温度(890±10)℃,保温6min后散置空冷。常规正火工艺可完全无锡冷拔管的魏氏组织,使其屈服强度和抗拉强度的匹配更加合理,屈强比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。当前,工程上广泛采用焊接冷却后进行退火处理残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的残余应力技术。焊前将无锡冷拔管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。淬火能增加钢管的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有水、油、碱水和盐类溶液等。无锡冷拔管的回火将已经淬火的无锡冷拔管重新加热到一定温度,再用一定方法冷却称为回火。其目的是淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。调质处理淬火后高温回火的热处理方法称为调质处理。
检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。提出了冷弯成型前对无锡冷拔管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷却方式对原料管组织和力学性能的影响规律;确定了无锡冷拔管的常规正火工艺:加热温度(890±10)℃,保温6min后散置空冷。常规正火工艺可完全无锡冷拔管的魏氏组织,使其屈服强度和抗拉强度的匹配更加合理,屈强比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。当前,工程上广泛采用焊接冷却后进行退火处理残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的残余应力技术。焊前将无锡冷拔管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。淬火能增加钢管的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有水、油、碱水和盐类溶液等。无锡冷拔管的回火将已经淬火的无锡冷拔管重新加热到一定温度,再用一定方法冷却称为回火。其目的是淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。调质处理淬火后高温回火的热处理方法称为调质处理。



