





观看我们的产品视频,就像打开了一扇通往数控钢筋笼滚笼机信誉商家产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:数控钢筋笼滚笼机信誉商家的图文介绍

1、价格不同。钢筋笼滚焊机根据可生产钢筋笼的直径不同价格上从15到30多万不等。钢筋笼绕筋机是比较简易的制作钢筋笼的设备,适合私人老板或者钢筋量较小的项目使用,价格根据可生产钢筋笼的长度不同,从5万到7万不等。
2、自动化程度不容。钢筋笼滚焊机自动化程度较高,工人只需要把钢筋笼的内部加强圈提前制作好,所有的钢筋笼制作工序都在钢筋笼滚焊机上进行。而钢筋笼绕筋机自动化程度较低,需要工人提前做好加强圈,并且把钢筋笼主筋和加强圈焊接完毕制作成大致笼子的形状,钢筋笼绕筋机只做钢筋笼外部绕筋的缠绕工序。3、精密程度不同。钢筋笼滚焊机制作出的钢筋笼 不会出现直径內缩现象,绕筋缠绕的误差一米在2CM左右,非常标准。而钢筋笼绕筋机根据要生产的钢筋笼主筋和绕筋粗细程度的对比不同有的会出现直径內缩现象,绕筋缠绕的误差也会稍微大一些。
2、自动化程度不容。钢筋笼滚焊机自动化程度较高,工人只需要把钢筋笼的内部加强圈提前制作好,所有的钢筋笼制作工序都在钢筋笼滚焊机上进行。而钢筋笼绕筋机自动化程度较低,需要工人提前做好加强圈,并且把钢筋笼主筋和加强圈焊接完毕制作成大致笼子的形状,钢筋笼绕筋机只做钢筋笼外部绕筋的缠绕工序。3、精密程度不同。钢筋笼滚焊机制作出的钢筋笼 不会出现直径內缩现象,绕筋缠绕的误差一米在2CM左右,非常标准。而钢筋笼绕筋机根据要生产的钢筋笼主筋和绕筋粗细程度的对比不同有的会出现直径內缩现象,绕筋缠绕的误差也会稍微大一些。


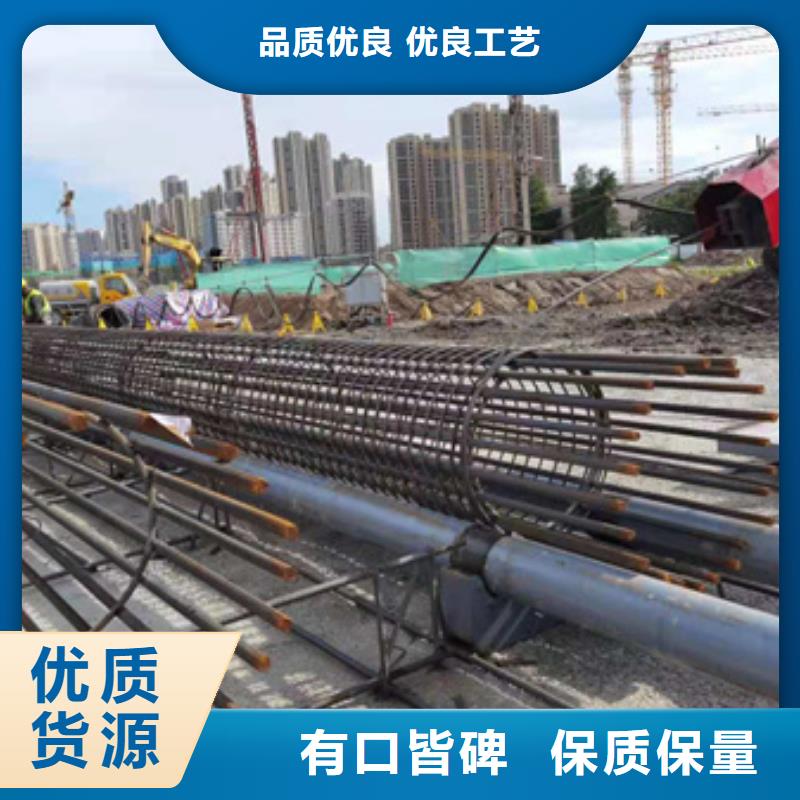
绕筋机相对传统人工模式,加工效率3至4倍。3.质量稳定。焊点质量可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。
钢筋笼滚焊机的安装人员,一定要对设备有充分的了解,并且要对安装步骤很熟悉,同时能够很好的应对安装过程中可能出现的问题,一般安装钢筋笼滚焊机都是需要专业人士来操作的,保证安装过程的性。在安装钢筋笼滚焊机之前,一定要充分的准备好安装过程中要使用的工具,同时安装过程中各零部件都需要轻拿轻放,防止对部件造成损坏,从而对设备造成损坏,增加不必要的支出,影响设备的正常使用。在设备的安装过程中,除了安装人员之外,其余的不相干人员都不能靠近现场。
钢筋笼滚焊机的安装人员,一定要对设备有充分的了解,并且要对安装步骤很熟悉,同时能够很好的应对安装过程中可能出现的问题,一般安装钢筋笼滚焊机都是需要专业人士来操作的,保证安装过程的性。在安装钢筋笼滚焊机之前,一定要充分的准备好安装过程中要使用的工具,同时安装过程中各零部件都需要轻拿轻放,防止对部件造成损坏,从而对设备造成损坏,增加不必要的支出,影响设备的正常使用。在设备的安装过程中,除了安装人员之外,其余的不相干人员都不能靠近现场。



建贸机械设备有限公司拥有技术研发队伍、雄厚的技术创新和 福建五机头钢筋弯箍机产品开发能力:拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段、雄厚的实力。我们本着求是创新开发进取团结奋进的精神,以振兴民族工业为己任、在广泛的 福建五机头钢筋弯箍机领域里,为客户提供及时有效的解决方案.

钢筋笼绕筋机产品半自动钢筋笼滚焊机按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1] 滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1] 滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。

