





想要更直观地了解q235d钢板合作共赢产品吗??产品视频,带你走进产品世界
以下是:q235d钢板合作共赢的图文介绍

金属表面的处理
1、打磨抛光:若有损害应打磨抛光,特别是在与碳素钢件触碰导致的刮伤和溅出、割渣导致的损害务必用心完全地打磨抛光整洁。
2、除油除灰:堆焊耐磨板在开展磷化处理前,务必按加工工艺油渍、空气氧化皮、尘土等脏物。
3、磷化处理:磷化处理务必严苛按加工工艺规定开展,钝化膏镀层应匀称,钝化处理時间应严格遵守加工工艺规定。
4、清理干躁:磷化处理后,应严苛按加工工艺开展擦洗、清洗、干躁,彻底酸洗钝化膏和酸液。
5、防止再生产加工:金属表面处理进行后,应防止对该零部件或商品的再生产加工。


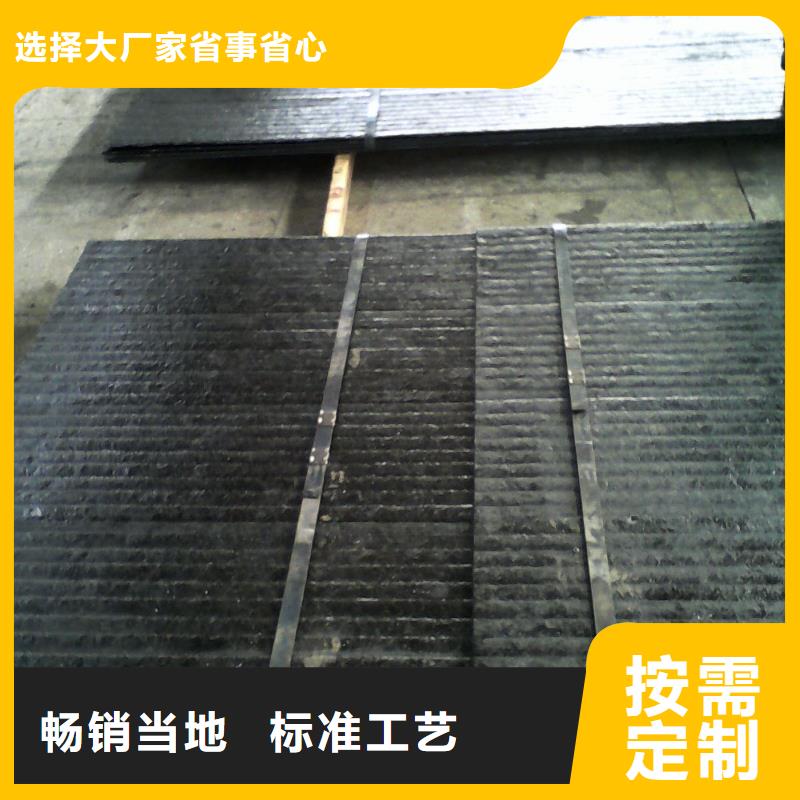
耐磨板,即双金属复层耐磨钢板。 双金属复层耐磨钢板是 大面积磨损工况使用的板材产品,是在韧性、塑性很好的普通低碳钢或者低合金钢表面通过堆焊方法复合一定厚度的硬度较高、耐磨性优良的耐磨层而制成的板材产品。 双金属复合耐磨钢板由低碳钢板和合金耐磨层两部分组成,抗磨层一般占总厚度的1/3-1/2。工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由耐磨层提供满足指定工况需求的耐磨性能。 耐磨钢板合金耐磨层和基体之间是冶金结合。通过专用设备,采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基材上,复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是耐磨钢板的显著特点。 耐磨层主要以铬合金为主,同时还添加锰、钼、铌、镍等其它合金成份



材料被冲压成形时,会变硬,不同的钢材,变硬的程度不同。一般高强度低合金钢只略有20MPa增加,不到10%。注意:双相钢的屈服强度有140MPa增加,增加了40%多!金属在成形过程中,会变得完全不同,完全不像冲压加工开始之前。 这些钢材在受力后,屈服强度增加很多。材料较高的屈服应力加上加工硬化,等于流动应力的大大增加。因此,开裂、回弹、起皱、工件尺寸、模具磨损、焊接磨损等成为了高强钢成型过程中的问题焦点
基于高强钢的特点和特性,如果不能改变金属流动和减少摩擦,那么高强度钢(HSS)的开裂和质地不均性都可能引起部件报废率的上升。这种材料所具有的高千磅力每平方英寸(KSI)(测量屈变力的单位)、增强的回弹、加工硬化的倾向以及在升高的成型温度下运行对于模具来说都是一个挑战。



优惠的 湖南益阳耐厚板价格是我们对客户的庄严许诺,我们坚持以“质量树信誉,以品牌占市场,以创新求发展,以规模取效益”,涌华金属科技有限公司真诚希望在今后的岁月中继续与广大的用户和社会各界真诚合作,携手前进,共同发展。


堆焊耐磨板的加工方法
1. 切割:可用等离子切割、碳弧、砂轮锯将堆焊复合耐磨板切割成所需要的形状。 方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2. 弯曲:堆焊复合耐磨板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。如果开裂过大,使用相应焊条进行修补。卷曲成管,按小弯曲半径进行。
3. 开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4. 焊接:堆焊复合耐磨板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。堆焊复合耐磨板也可以焊接到其他钢结构上。
5. 塞焊:可用等离子或者碳弧气刨在堆焊复合耐磨板上开孔,通过塞焊的方法与其他钢结构件连接。
6. 螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到堆焊复合耐磨板的母材上,然后与其他工件连接,也可以在堆焊复合耐磨板上开孔,通过螺栓与其他工件连接;
7. 表面加工:堆焊复合耐磨板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。堆焊复合耐磨板不适用表面精度要求高的场合。


