钢管防护栏安装
更新时间: 2024-12-23 01:36:52 浏览次数:2
我们精心制作的钢管防护栏安装产品视频已经准备就绪,【解锁新品!】钢管防护栏安装产品视频,带你穿越新品体验之旅!
以下是:钢管防护栏安装的图文介绍
众英金属科技有限公司始终秉承“用户就是上帝”和“满足 广西柳州铸铁隔离栏杆立柱用户的需求就是我们的追求”的经营理念;切实以“精益求精”作为我们科技创新、持续发展的潜在动力,“您选 广西柳州铸铁隔离栏杆立柱产品就是选客户”是贵我两司业已达成的共识,我们诚恳期待并相信能与所有客户和同仁实现互利共赢,共创美好未来。



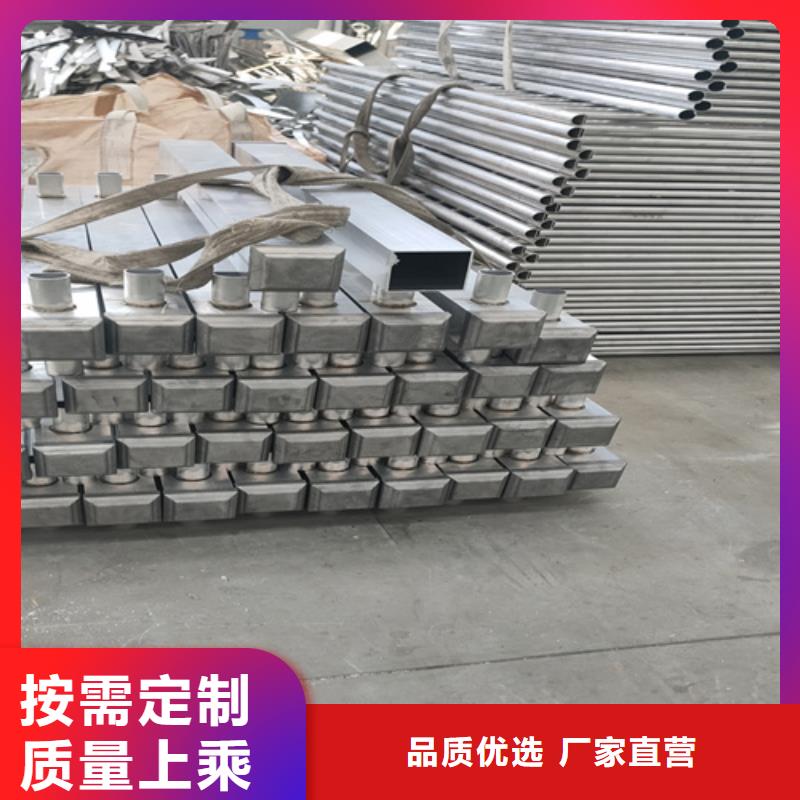
不锈钢复合管护栏标准不锈钢复合管护栏价格是据原料和标准决议的,含铬3.0的不锈钢圆管,标准分为63×1.5mm,51×1.5mm,25×1.0mm,38×1.5mm的不锈钢复合管护栏价格在280元左右,各地物价水平不同略有差异。我们可在当地市场详细询问。不锈钢复合管护栏分类不锈钢复合管:原料为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。
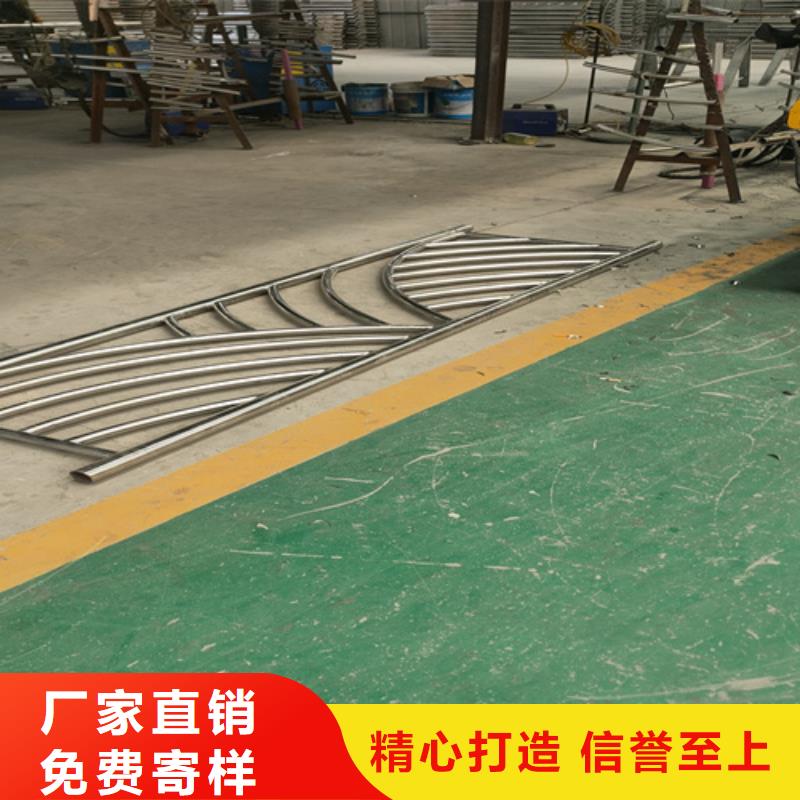
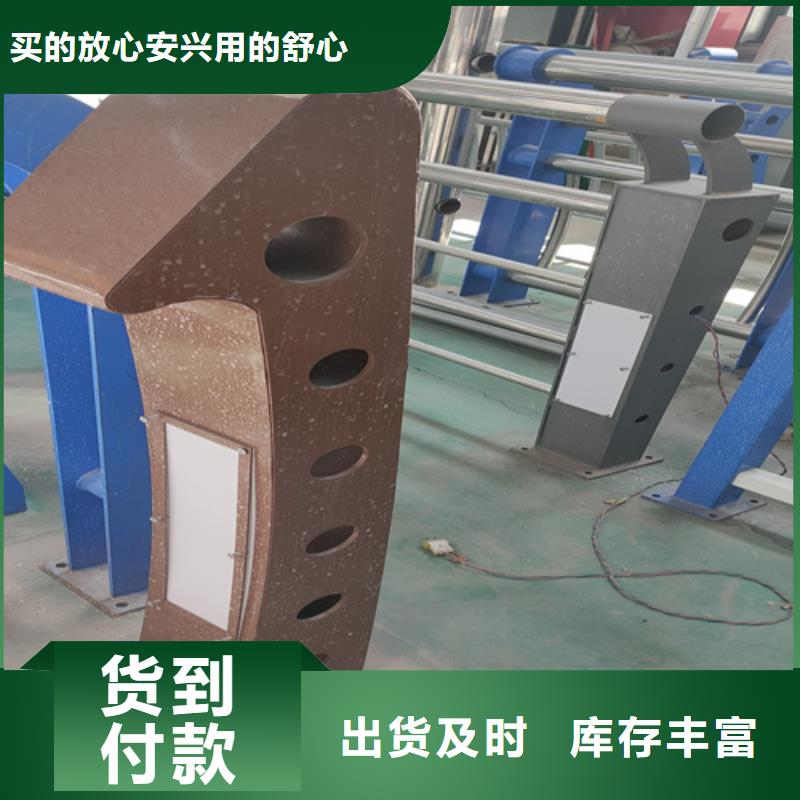
不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,可是不简单生绣,不锈钢原料又分好几种200,201,300,301,304等,市场上一般为301原料,304的效果好,其次301。不锈钢复合管护栏装置1、预埋底板装置预埋件(后加埋件)栏杆预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。
2、放线在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。3、焊接立柱装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。4、焊接面管,玻璃连接件扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。



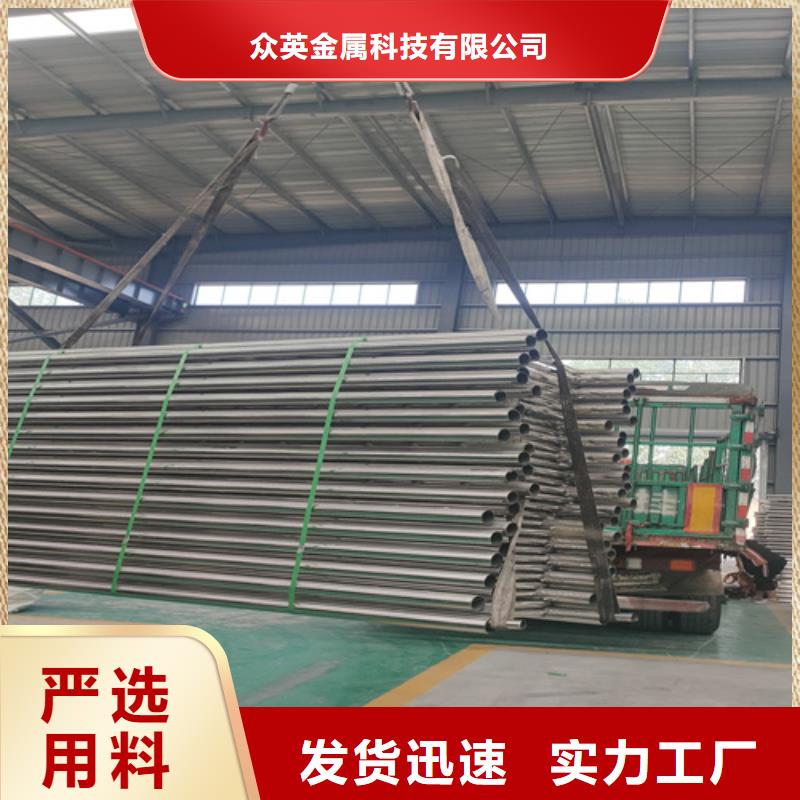
不锈钢复合管厂(振泰金属制品有限公司)是一家专业生产不锈钢复合管,不锈钢复合管护栏,不锈钢复合管栏杆,不锈钢桥梁护栏,防撞护栏,钢板立柱的企业,位于(美丽的江北水城)山东聊城,地理位置优越,交通便利。我公司采用先进工艺和先进设备生产各种规格不锈钢复合管,不锈钢复合管护栏,不锈钢复合管栏杆,不锈钢桥梁护栏,防撞护栏,钢板立柱。不锈钢复合管厂(振泰金属制品有限公司)拥有全自动外覆及内衬不锈钢管生产线六条、不锈钢焊管生产线十三条、自动激光切割机两台,同时配套先进的检测设备,主要生产产品包括精密薄壁不锈钢管、外覆不锈钢复合管、内衬不锈钢复合管、焊管、其它特殊防腐管材,年产各系列管道达到9000吨。制造、销售不锈钢复合管/板及复合管制品;钢材、建材及其它新型材料的生产,广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、自行车车把等。不锈钢复合管厂(振泰金属制品有限公司)以优质的产品,合理的价格,完善的售后服务,已成为多家大型工程施工、安装单位和大型汽车生产厂家的合作伙伴。公司拥有整套的机械加工设备,各种焊接设备等,能够自行设计,开发各种不锈钢复合管产品及配件,能够满足市场各个企业的需求,提供安装、调试、物流配送的完善服务,设计和生产制作方面具有极强的生产加工能力及优质的质量保证和完善的售后服务体系。我信奉“科技领先、诚信为本、质量******、用户至上”的宗旨。以市场的需求为导向、以客户的需求为标准、以先进的技术为依托、以科学的管理为基础,竭诚为用户提供各种产品加工和技术服务。您的需要就是我们的目标,竭诚欢迎新老用户咨询、洽谈、合作,共谋发展。


不锈钢复合管护栏工艺流程和施工方法1、工艺流程施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。