

精心打磨的产品视频已准备就绪,它将带您深入27SiMn钢管325*20厂家的魅力世界,让您重新发现产品的无限可能。
以下是:27SiMn钢管325*20厂家的图文介绍


焊接不是变形量越小越好,而是满足使用要求的焊接就是优异的焊接
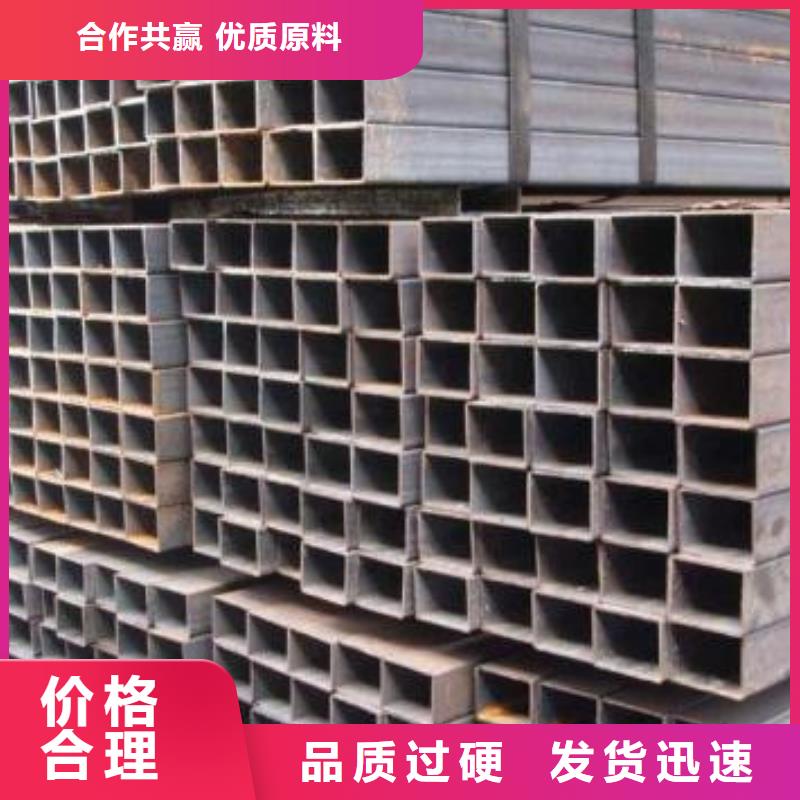
冷拔方矩管是在热轧管的基础上做的深加工。以热轧管为原管,进行的二次加工!加工方法是:通过一种模具,对钢管的口径进行缩小,用一种拽的力,将钢管在模具中拔过来!就是让钢管通过模具! 这种加工方法,不需要加热,所以称为冷拔! 冷拔的目的是将钢管的口径缩小! 因为热轧的工艺不能生产口径太小的管子,由于其工艺的限制,太细的管子是热轧做不出来的。只能通过冷拔的方法生产! 比如60mm 以下的管材!
热轧方矩管由于是穿孔制作而成!生产时只能定管子的外径!所以管壁的厚度是有偏差的,也就是说穿孔时,做不到一点不偏正好穿到管丕的正中心!稍有一点偏差,管子的厚度就会偏壁!
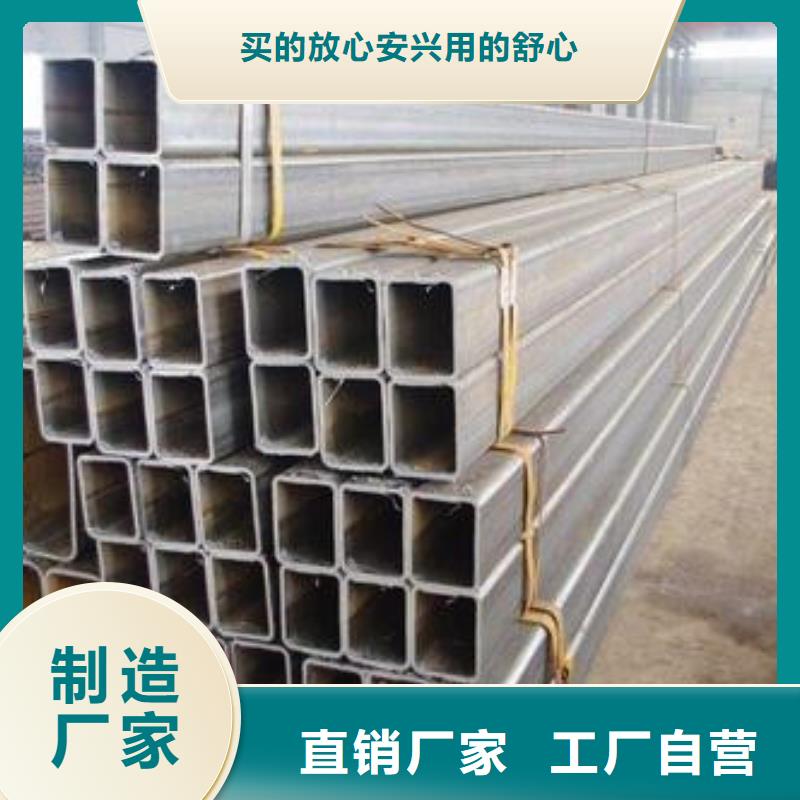
冷拔方矩管由于做了一步深加工!其管壁相对于热轧管来说是比较均匀的!偏壁较小!但还是有,因为用作冷拔的原管就有偏壁!
对镀锌方矩管进行保管的时候 是有独立的仓库,通风没有雨水。应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要清除杂草及一切杂物,保持钢材干净。
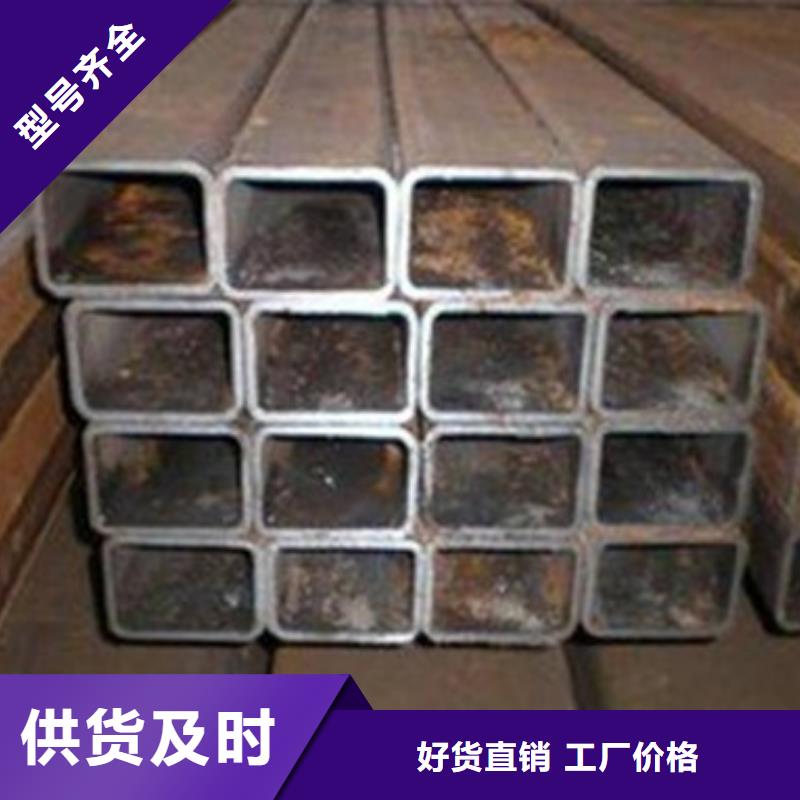
在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐,可在通风良好的料棚内存放,但必须上苫下垫
冷拔方矩管是在热轧管的基础上做的深加工。以热轧管为原管,进行的二次加工!加工方法是:通过一种模具,对钢管的口径进行缩小,用一种拽的力,将钢管在模具中拔过来!就是让钢管通过模具! 这种加工方法,不需要加热,所以称为冷拔! 冷拔的目的是将钢管的口径缩小! 因为热轧的工艺不能生产口径太小的管子,由于其工艺的限制,太细的管子是热轧做不出来的。只能通过冷拔的方法生产! 比如60mm 以下的管材!
热轧方矩管由于是穿孔制作而成!生产时只能定管子的外径!所以管壁的厚度是有偏差的,也就是说穿孔时,做不到一点不偏正好穿到管丕的正中心!稍有一点偏差,管子的厚度就会偏壁!
冷拔方矩管由于做了一步深加工!其管壁相对于热轧管来说是比较均匀的!偏壁较小!但还是有,因为用作冷拔的原管就有偏壁!
对镀锌方矩管进行保管的时候 是有独立的仓库,通风没有雨水。应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要清除杂草及一切杂物,保持钢材干净。
在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐,可在通风良好的料棚内存放,但必须上苫下垫



德宏全胜辐射防护工程有限公司秉承“精于设计,工于制造”理念,持续不断的进行 防辐射铅板产品研发,创新。提供非标准定制服务,可根据您的实际需求设计加工,量身定制。 具备完整的 防辐射铅板制造加工能力,确保 防辐射铅板产品即时规模生产、交货准时。


从去年至今,无缝管业陷入了一种“去产能焦虑”之中。今年一季度,钢价疯涨氛围下带动一批钢企复产,以建龙无缝管为代表的一批大小钢厂重燃高炉,将产能和库存又逐步推向高位。其中,5月份粗钢日均产量234万吨,创出历史新高。一时间,无缝管去产能之路更加道阻且长。从市场化去产能的角度来看,记者采访的多位业界人士达成的共识是,企业只有在真正长期亏损的情况下才能实现去产能。有业内人士指出,按照经验,当钢企在连续2到3个月吨钢亏损200至300元的条件下,才有可能关停高炉。 而上半年的回暖行情一定程度上延缓了企业主动淘汰产能、退出市场的进程。事实上,无缝管去产能阻力重重的背后折射出经济学上著名的“囚徒困境”理论:尽管几乎所有无缝管企业都明白只有一起去产能才能救这个行业,但很多时候企业都希望别人先减产,自己则是坚持到 的那一家。这正反映了个人的 选择有时并非团体的 选择。事实上,劳动生产率低、经营效率不足是最早一批建立的无缝管集团的通病。在为新中国成立之初的无缝管工业作贡献时,它们也背负了特殊国情和时代背景下产生的历史负担。


随后我国在大庆和辽河油田用日本提供的焊接套管建设过试验油井。这些事实证明,只要有先进的生产工艺和质量控制手段,焊接钢管在一定领域内可以完全替代无缝钢管。焊管的厚度公差高于无缝钢管厚度公差,材料节省率高,成本低。这就是石业引进焊管产品的一个主要原因。中国的无缝管、轧管产品都受到西方先进焊管产品的挑战,只有跳出单纯数量扩张的圈子,狠抓技术进步,降低成本,产品向高档次发展才有前途。焊管发展方向的两次重大研讨会的观点和影响国内有两次涉及焊管发展方向的重大学术讨论会:一次是1998年“大中直径长输管线用埋弧型直缝焊接钢管研讨会”,一次是2000年“天然气管道输送技术及制管技术高级研讨会”。 前一次研讨会主张“发展直缝双面埋弧焊管取代螺旋管”,后一次研讨会提出“继续坚持油气输送干线钢管以国产螺旋焊管为主的技术路线”。这两次研讨会的结论截然相反,对制管业有不同影响。焊管发展方向问题的再认识但从前面叙述的焊管取代无缝管的论述来讲,也只能够是直缝焊管挑大梁而不是螺旋焊管,这就是西方为什么要大力发展直缝焊管的原因所在,也是咱们公司之所以选择直缝焊管的原因所在。“西气东输”工程的实践已经从一个侧面说明螺旋焊管可以用于输送天然气(一类地区);但螺旋焊管的生产工艺要适应成批、稳定地生产大口径(l000mm以上)、高钢级(X70级以上)、厚厚(14mm以上)是颇为艰难的。



