






今天护栏厂家小编就来为大家讲述一下防撞护栏在进行运输过程中是如何进行包装保护的?
1、打捆形式
防撞护栏长度大于等于 6m,每捆打至少 8 道捆扎带,分成 3 组,打成 3-2-3;防撞护栏长度小于 6m,每捆至少打 5 道捆扎带,分成 3 组,打成 2-1-2;防撞护栏长度大于等于 3m,每捆打至少 3 道捆扎带,分成 3 组,长度大于等于 6 米的定尺防撞护栏打捆钢带有特殊要求时,可在单支防撞护栏上加4个塑料卡环或尼龙绳圈,卡环或绳圈应系牢固,运输过程中不得出现松散、脱落护栏厂家。
2、容器包装
(1)冷轧或冷拔无缝防撞护栏、经表面抛光的热轧不锈防撞护栏,可采用容器(例如塑料箱和木箱)包装。
(2)包装后的容器重量应符合规定。经供需双方协商,每个容器的 重量可加大。
(3)防撞护栏装入容器时,容器内壁应垫上纸板、塑料布或其他防潮材料。容器应严密不宜渗水。
(4)对于容器包装的防撞护栏,应在容器内附一个标牌。在容器外端面上,也应挂一个标牌护栏厂家。
(5)防撞护栏有特殊包装要求,应由供需双方协议。



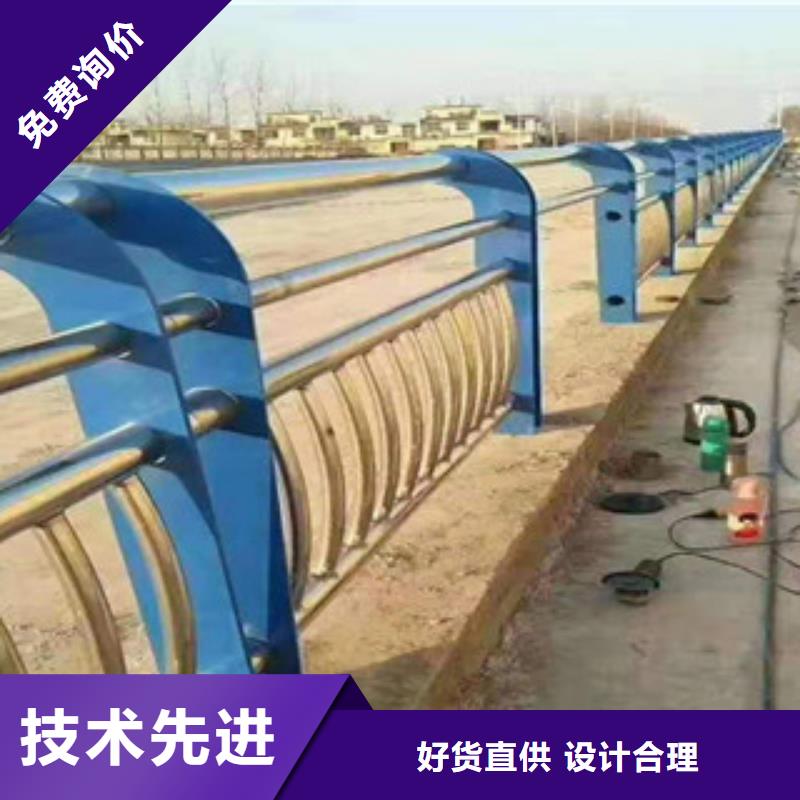
鑫隆昌金属材料有限公司一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 云南保山钢板立柱 产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 云南保山钢板立柱 产品质量的稳定,有效地改善了环境。


过渡层的焊接 过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。 焊接时采用焊条选用A302,规格为φ2.5mm,选焊接电流为70-90A,焊接电流为直流正接。过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过 大的电流易将根部烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要 尽量减少咬边缺陷,如果产生,用砂轮磨掉进行修补。焊接过程要逐层检验,清理干净焊渣及飞辘,发现缺陷立即清理或返修。焊接完成后清理表面焊渣和飞溅。 对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不敏感,增强耐 蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。



逆向凝固制备不锈钢复合管护栏的基本原理是将一定厚度的冷轧带或热轧带作为母带,将低温母带以一定速度由上而下穿过凝固器中一定高度的钢液,母带使附近的钢水降温,钢液在低温母带的两个表面凝固生长,形成新生相凝固层(简称新相层),形成数倍于母带厚度的铸态薄带。
因为凝固面是自内向外推进的,与传统的凝固方向相反,故称为逆向凝固。钢带离开凝固器钢液表面时,新相层和母带牢固的结合在一起,可形成一定厚度的铸带,刚刚离开凝固器的铸带表面还处于半凝固状态时,置于凝固器上部的平整轧辊就对此铸带进行平整初轧,从而得到表面平整,厚度均匀的薄带。



1、卡凸式特点:
安装简便,连接处内外都不变形,属于活接,便于维修。适用范围:冷水系统、管道直饮水系统、水处理设备系统。明装比较适用,主要考虑到密封圈以后的更换,热水系统要尽量避免使用。此种连接的优点就是安装简单,方便,便于维护,既管内的密封圈老化时需要更换比较简单方便,只要旋开螺母就可以更换。缺点就是适用场合单一,在热水系统密封圈老化比较突出,造价较高。暗装管道和热水系统一般不使用。
2、卡压式特点:
安装简便,连接处外部管子、内部橡胶圈均压变成六边形。适用范围:冷水系统、管道直饮水系统,明装管道比较适用。优点就是:连接简单方便,工时短,造价适中。缺点就是适用场合单一,维护麻烦,既管内的密封圈老化时需要更换比较麻烦,因连接时候已经卡死,更换是就需要把管件两端锯断后才能更换。热水系统也要尽量避免使用,主要也是密封圈的使用寿命在热水系统的不确定性。因此暗装管道和热水系统一般不使用。
