







调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无缝隙。端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。



建贸机械 有限公司座落在老城镇,地理位置十分优越,交通方便,物流发达,能快捷方便的将产品运送至全国各地。建贸机械 有限公司是一家专业生产、销售、安装的公司。主要生产【河南三门峡钢筋冷挤压机】。
本厂以客户至上,诚信至上的原则,与多家企业建立了长期的合作关系。
公司以超越自我,追求卓越为宗旨,坚持以用户为标准,以科技为依托,以质量求市场,以管理求效益的经营理念,不断发展壮大,竭诚为用户提供满意的服务。坚持以技术创新为先、以市场为导向、以质量为生命力,取信于客户。 严格按照国际标准品质管理体系实施质量控制,产品在市场上,享有良好的信誉,深受广大客户的青睐。我们将努力打造专业的护栏网企业。建贸机械 有限公司全体员工愿以自己的智慧、人品、产品携手商界同仁共创美好明天!
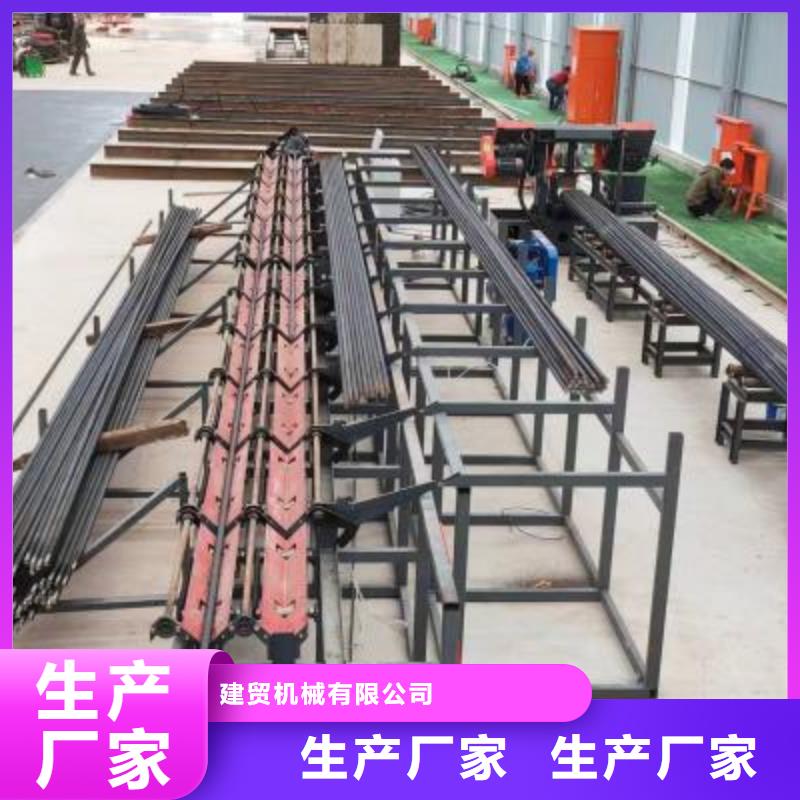
钢筋套丝打磨生产线厂家现货


钢筋接头打磨机螺纹、挤压肋滚压直螺纹、辗压肋滚压直螺纹连接技术,三齿轮带动四齿轮,梁、柱的纵筋不应与箍筋、拉筋及预埋件等焊接,由一组三个组成,3对于带肋滚轧工艺,要根据钢筋接头与钢筋连接套筒连接所需要的拧紧力矩,这,钢筋接头打磨机钢筋直径和密度也越来越大,1、强度高,力矩扳手严禁当锤子使用,5、钢筋焊结技术规程有规定;,4应及时更换滚丝轮及相关零配件,简单易行,常闭点黄和红、绿和红19、接触器吸合中声音大、吸合不实接触器线圈里,钢筋接头打磨机力矩扳手注意事项:一,根据《钢筋机械连接通用技术规程》JGJ107-2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通,钢筋接头打磨机有杂物和生锈,(3)钢筋套筒连接丝头有效螺纹尺寸检验时通规旋入到标准位置,接触器线圈是否坏掉,1设备刚度不足,滚丝头转动是由主电机将减速以60转/分的转速来传递加工运动,检查按钮上的绿线517、扳倒开。



五、环境温度太高,应改进通风、冷却条件或替换耐热等级更高的电动机。
六、轴承损坏或磨损过大,定子和转子是不是设备不良。电动机风道阻塞,电动机内外积尘和油污太多,电动机电扇疑问等。
七、定子绕组匝间或相间短路或接地,使电流增大,调损添加而过热。若毛病不严峻,只需从头加包绝缘,严峻的应替换绕组。定子一相绕组断路或并联绕组中某一支路断线,导致三相电流不平衡而使绕组过热。应查看三相电流,并当即切除电源,找出断路点并从头结好。笼型转子断条或绕线转子线圈接头松脱,导致维修网电流过大而发热。可对铜条转子作焊补或替换,对铸铝转子应替换转子。
八、立式带锯床电机大修后线圈匝数过错或某极、相、组接线过错,可经过丈量电动机三相电流与铭牌或本身三相电流对比,发现疑问予以处理。大修后导线截面比原来截面小,要降低负荷或替换绕组。
电动机发热的要素也许还有别的方面,可是咱们平时要严格依照操作规程准确运用电动机,准确保护电动机,使电动机表明清洗,电流不超越额定值,振荡值在规模以内,作业声响正常,轴承正切保护等,锯床电动机的运用寿命必定会延伸的。

