





想要真正了解防撞不锈钢复合管护栏货源稳定产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:防撞不锈钢复合管护栏货源稳定的图文介绍


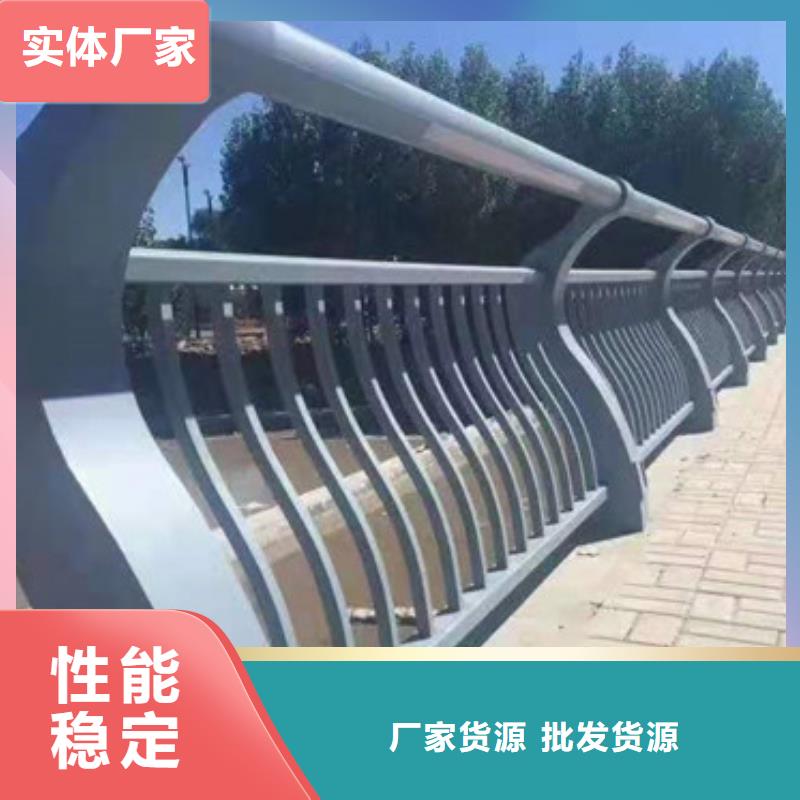
不锈钢复合管防撞护栏焊接随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。<br /> 锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:<br /> 不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。<br /> 1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。<br /> 2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.<br /> 3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W<br /> 4. 管道不锈钢复合管护栏焊接<br /> 一般都是气温不能低于0℃。



定位:“ 山东潍坊道路隔离护栏和 山东潍坊道路隔离护栏解决方案的服务商。
使命:“提供前沿的 山东潍坊道路隔离护栏,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。

锈钢复合管防撞护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学 </p> <p> 性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊 </p> <p> 、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能 </p> <p> ,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与 </p> <p> 复层交界处的异种金属焊接是关键;二,焊前预备<;1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要 </p> <p> 向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开 </p> <p> )和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些;2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形 ;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳 钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。<br /> ;3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡 </p> <p> 口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当 焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层 </p> <p> 中少熔入底层成分4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大); </p> <p> 当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层


