



碳钢钢衬塑管道循环水管道丨衬塑管的使用温度
1、钢衬聚丙烯管(GSF.PP)的介质工作温度:-20℃~85℃
2、钢衬聚管(GSF.PVC)的介质工作温度:-15℃~65℃
3、钢衬聚乙烯管(GSF.PE)的介质工作温度:-20℃~80℃
4、钢衬聚烯烃管(GSF.PO)的介质工作温度:-15℃~18℃
5、防腐钢衬聚F4乙烯管道(GSF.F4)的介质工作温度:-80℃~289℃
钢钢衬塑管道丨钢钢衬塑管道特点
1、具有优良的物理性能
2、具有好的耐腐蚀性能
3、机械强度与钢管相同
4、卫生、不积垢,不滋生生物、保证流体品质
5、耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴剥离
6、安装工艺成熟、方便快捷
7、耐候性好,适用沙漠、盐碱等苛刻环境
8、管壁光滑、提输送效率、使用期长
碳钢钢衬塑管道有很多种碳钢衬塑,有碳钢衬塑管道道,碳钢衬塑管道,碳钢衬塑管道,碳钢衬塑管道道等等,加工方法类似,不同的介质温度,选择不同的材质,根据公司工况使用条件决定。下面简单介绍碳钢衬塑管道。


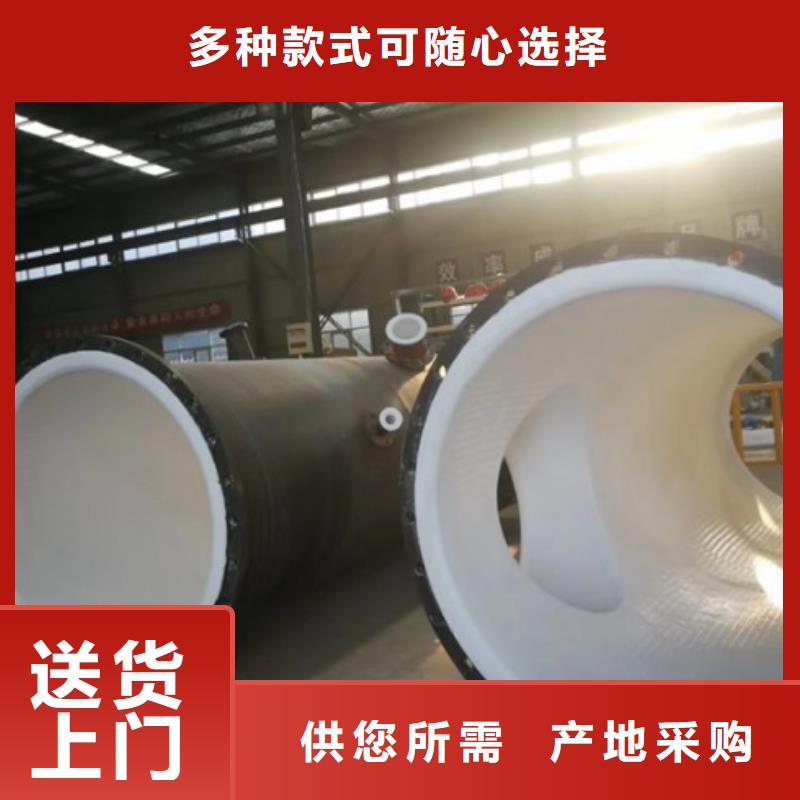
钢衬塑管道插口形式介绍钢衬塑管道的联接般选用扩口式插口和内胀式插口套筒连接及其双热融插口联接。扩口式插口构造扩口式插口是以可锻铸铁或球墨铸件为行为主体材料,由里衬管材体(轴套)、螺丝帽或地脚螺栓、外螺纹环或扩口压兰、密封剂圈构成,选用拧紧螺丝帽或压兰的方法使管材收拢,做到管材内表层与里衬管材体上密封剂圈产生斜侧密封性联接的金属管件联接。
衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过和流量过大影响使用和美观。
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。



碳钢衬PO塑管道
性能:介质工作温度:-25℃~+100℃(改性聚烯烃工作温度110℃)
介质工作压力:正压2.5MPa;负压90KPa
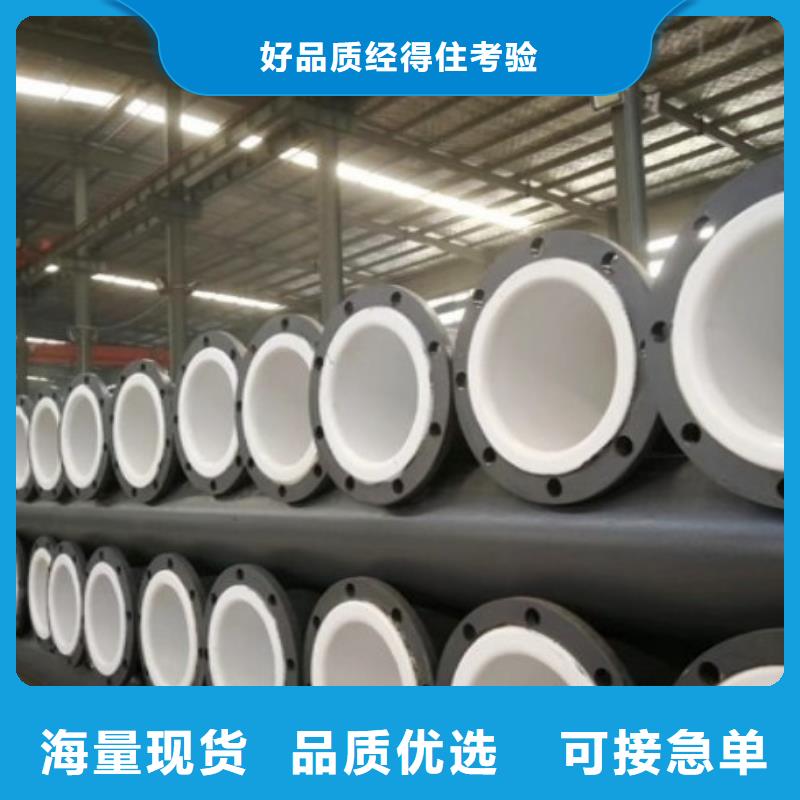
钢衬塑管道道的特性:
钢衬塑管道道而温耐低温耐负压,耐真空耐腐蚀,老化,冲击,表面光滑结合力强。对一般酸碱盐的溶剂性能良好,适用于腐蚀性气体,液体及固体液,浆液介质的输送。
钢衬塑管道道广泛应用于化工、生物、电力、炼、制药、食品、环保等领域,在-70℃-110℃内是取代橡胶瓷,玻璃钢不锈钢塑料板等衬里的理想材料。
钢衬塑管道道采用大型滚塑机生产,一次成型无接缝,正宗滚塑工艺平整坚固脱落。是PP、PE滑面级的换代产品。
碳钢钢衬塑管道循环水管道应用领域
1、化工行业:酸、碱、盐的制造业、化肥化学、橡胶塑料等行业输送腐蚀性气体、液体、固体粉末的工艺管及排放管。
2、电力工程:工艺用水回水输送、化水、废渣、粉煤灰输送。
3、炼行业:金属炼中腐蚀介质的输送。
4、矿山行业:矿粉、矿浆、矿渣、尾矿排放,回填、通风、抽放瓦斯和喷浆等。
5、制药行业:输送各种腐蚀性介质、污水、废水。
6、油田气田:含油污水,气田污水,油气混合物,采油及集输工艺管道。



中雄管业有限公司在 天津衬胶管行业有着十余年的生产经验,我们坚持以诚信为根本、以质量赢市场、以信誉做基石,用心对待每一位客户,竭诚为您服务,让您买着放心,用着舒心。


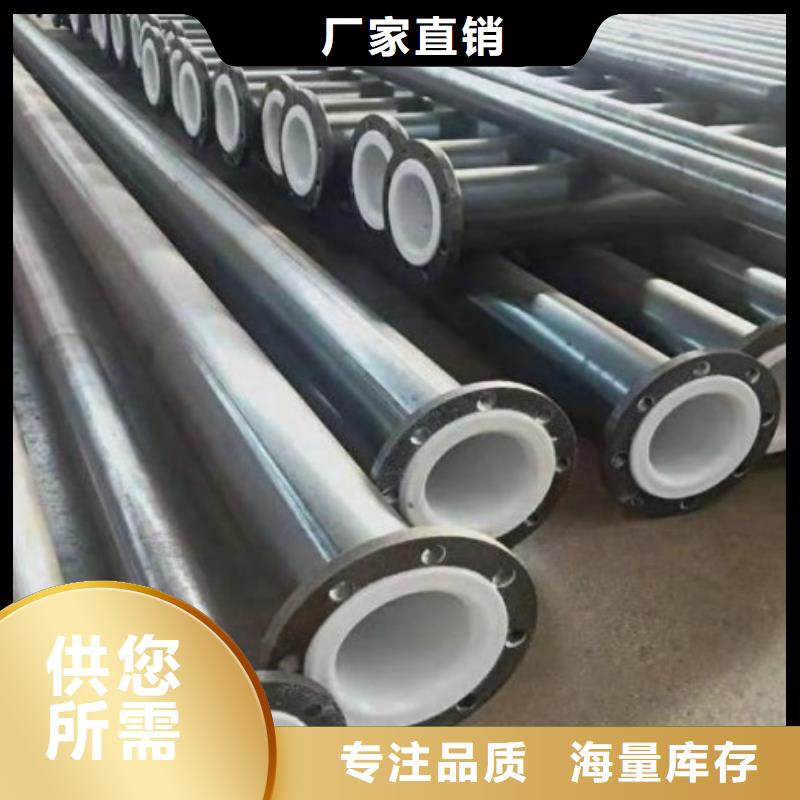
除盐水衬塑管道
公司是主要生产除盐水管道,衬塑管道、衬塑管道、钢衬塑管道、衬塑复合管、钢塑复合管系列产品和非标件衬胶包胶业务的新技术企业。多年来致力服务于火电厂钢铁、冶炼、机械、煤炭、矿山、化工、环保等行业衬塑管道、衬塑管道、衬塑管道、钢衬聚PTFE管道等管材的生产应用。产品已服务于30多个省市的800余家客户。
除盐水衬塑管道是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料,经冷拉复合或滚塑成型,它既有钢管的机械性能,又有塑料管的耐腐蚀,缓结垢,不易生长生物的特点,是输送盐、有腐蚀性气体等介质的理想管道。内衬食品级聚丙烯,能用于食品、医药及饮水等行业。常见的衬塑钢管有:钢衬聚丙烯管(GSF.PP),钢衬聚氯乙烯管(GSF.PVC),钢衬聚乙烯管,钢衬聚烯烃管(GSF.PO)钢衬聚四乙烯管(GSF.F4)。
衬塑管道性能:
1.具有优良的物理性能
2.具有好的耐腐蚀性能
3.机械强度与钢管相同
4.卫生、不积垢,不滋生生物、保证流体品质
5.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴剥离
6.安装工艺成熟、方便快捷
7.耐候性好,适用沙漠、盐碱等苛刻环境
8.管壁光滑、提输送效率、使用期长
衬塑管道的管材管件的基管在衬塑前应采用喷丸、打磨、酸洗等方法去除基体金属表面的铁锈、毛刺、污垢等;焊筋残留度不大于0.5mm,衬塑管道两端截面与管轴线应垂直,并应符合GB/T12611的规定。



