
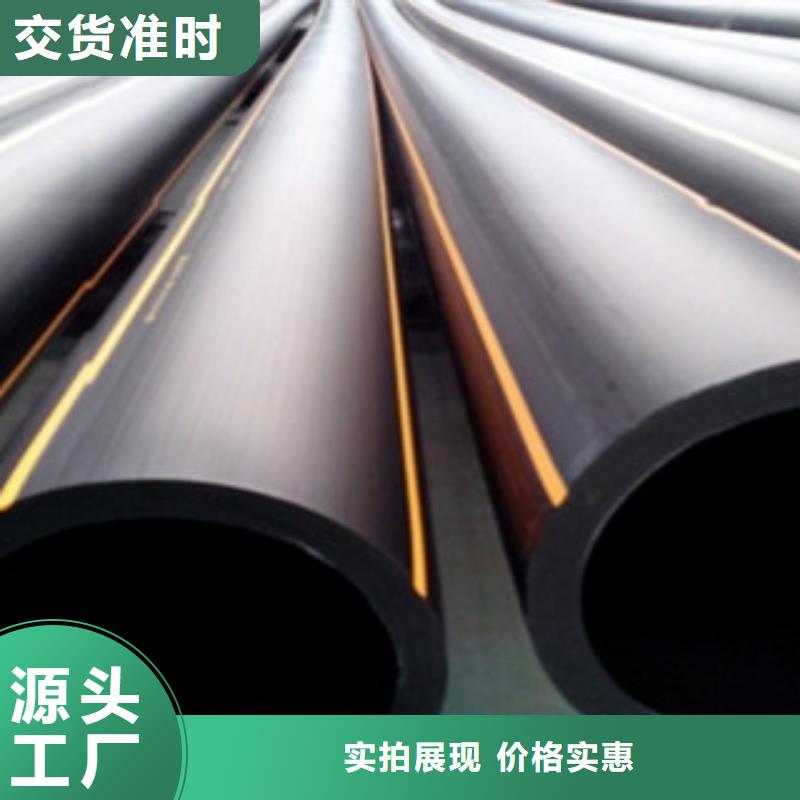

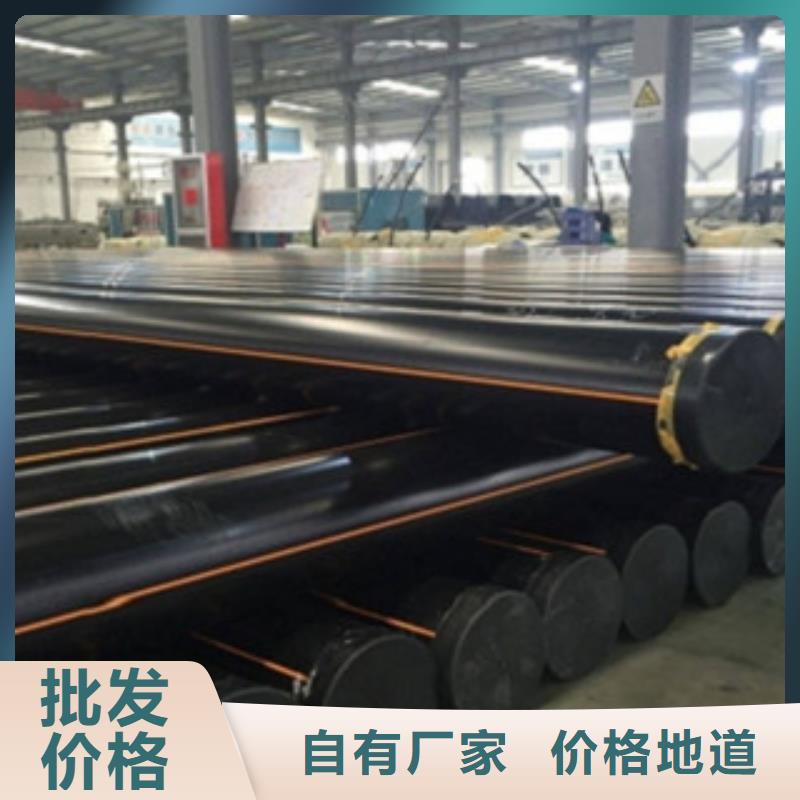
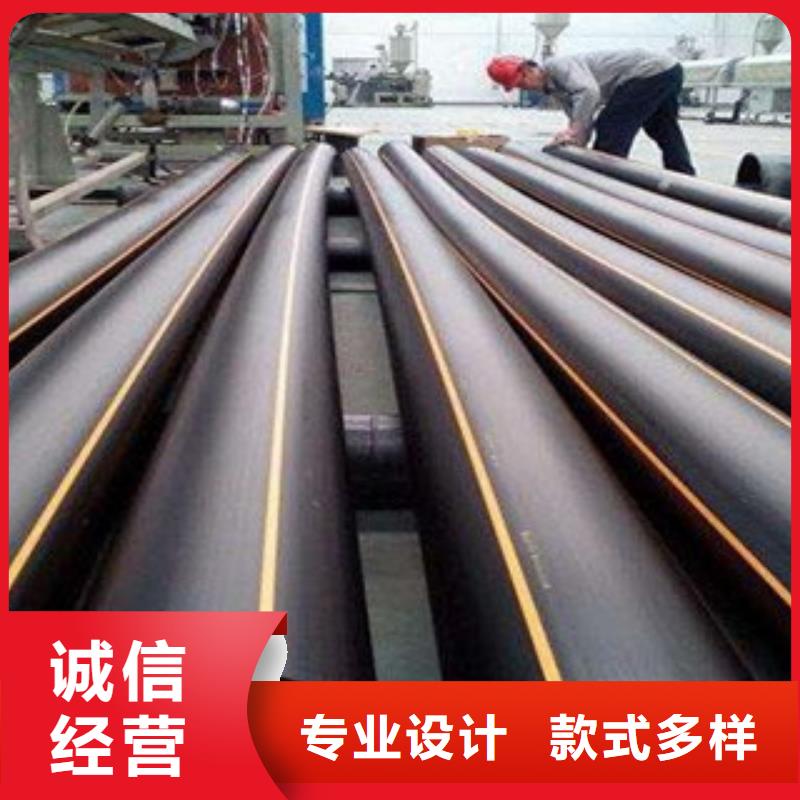
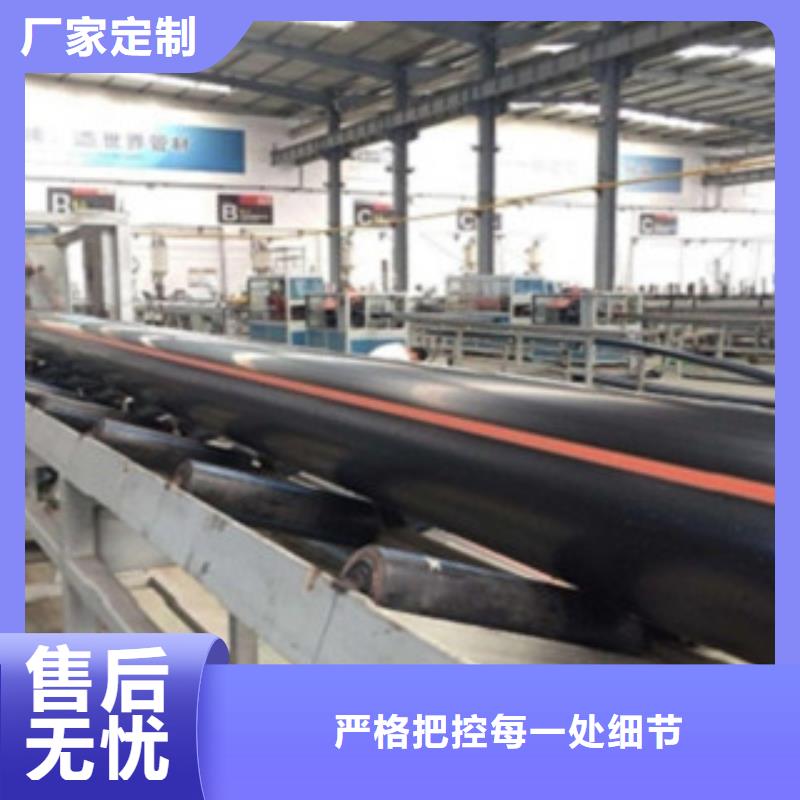
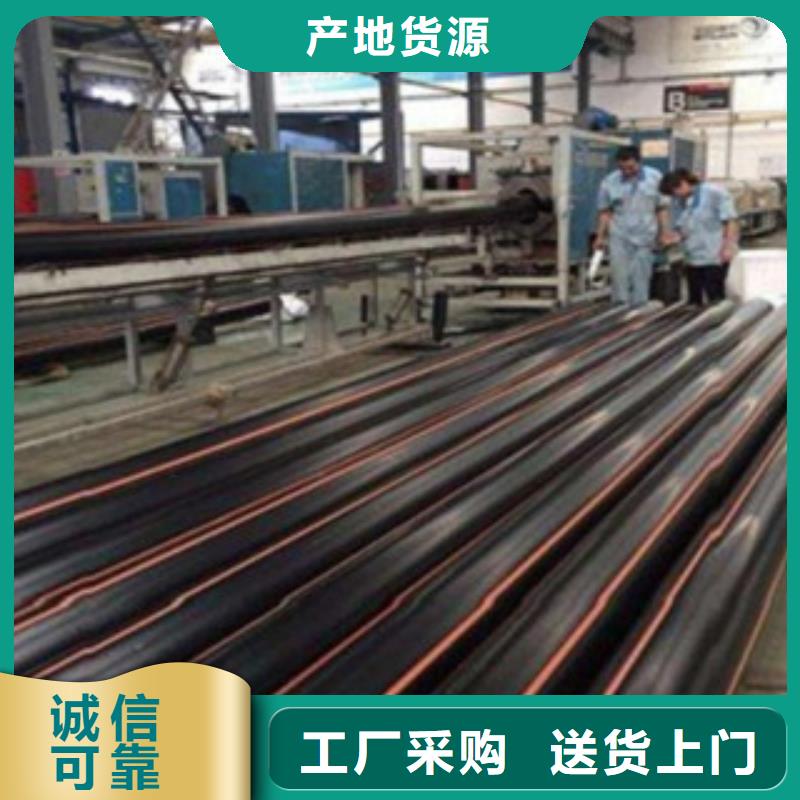
简约不浮华,不简单实用。我们的煤层气工程PE燃气管技术要求产品视频用直观的方式展现产品的实用性和价值。
以下是:煤层气工程PE燃气管技术要求的图文介绍
润星电力管材有限公司为客户提供以下服务:本公司以卓越的 青海PE钢带增强螺旋波纹管产品,服务,合理的价格服务于广大客户。服务三保:保证质量、保证时间、保证数量
服务宗旨:雄厚的实力、产品、服务。
郑重承诺:保证 青海PE钢带增强螺旋波纹管产品的质量、保证出厂的价格、以诚信服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、品种齐全、价格合理。



以保证管线日后正常使用。管线安装完成待胶粘部位完全干固后(约48小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业。PE燃气管试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气。将残留空气全部排出,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格,埋地管线在进行埋敷前必须进行试水试压,试压通过后方可进行埋敷。PE燃气管越来越多的应用在气代煤气化农村的项目中,PE燃气管焊接施工就是实施本项目重要的一个环节。
在PE燃气管施工过程中需要用到热熔焊机,今天大家就一起学习下PE燃气管热熔机的加热温度与方法的问题。PE燃气管热熔施工前要检查加热板的温度是否适宜210℃~230℃,以两端面熔融长度为1~2mm为宜。加热板的红指示灯应表现为亮或闪烁。从加热板上的红指示灯 次亮起后,在等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。将温度适宜的加热板置于机架上,闭合夹具,并设定系统压力P1。P1=P0+接缝压力。待PE燃气管(管件)间的凸起均匀,且高度达到要求时,将压力降至近似拖动压力,同时按下吸热计时按钮,开始记录吸热时间。
P2=P0+吸热压力(吸热压力几乎为零)。熟悉了这些内容就能干出合格的焊口,优质的燃气工程。希望对大家有所帮助。目前国际上对于燃气管道入廊问题的观点并不一致,总的来说,欧美倾向于禁止燃气管道入廊,日本与台湾地区则允许燃气管道入廊。PE燃气管管材在保持PE管的弹性模量的同时,提高了管材的柔韧性,抗冲击性能优异,能抵抗外界冲击,环境适应性强。PE燃气管环境开裂性能的提高有效抵抗安装和运输过程中对管材的外力冲击。与同规格的普通PVC-U管材相比,抗冲击性能显著提高,能更有效的抵抗点载荷和地基不均匀沉降。我国现有的各种管线规范中对于燃气管道能否进入综合管廊没有明确规定,但 标准要求燃气管道纳入综合管廊时。
其舱室不得与其他建构筑物合建。其孔口不得联通其他舱室,舱室与周边建构筑物的距离需要符合设计规范等,PE燃气管道入廊应以独立于一舱为设计原则。规范要求PE燃气管线不得与电力电缆同舱铺设,并要符合相应的专项技术要求。在已建综合管廊中,有燃气管线敷设的工程实例。考虑到燃气管线泄漏、燃气浓度积聚等因素,如果通风不畅,燃气同空气混合比例达到极限限值。遇到高温或火花极易,危险性较大,燃气管线纳入综合管廊需加强通风、排烟、监测、报警等完善的技术措施,相应会增加工程投资,而且,对运行管理和日常维护的要求更加严格。PE燃气管耐磨性好:HDPE管道与钢管的耐磨性对比试验表明,HDPE管道的耐磨性为钢管的4倍。作为改善我国大气质量的重要举措。
在PE燃气管施工过程中需要用到热熔焊机,今天大家就一起学习下PE燃气管热熔机的加热温度与方法的问题。PE燃气管热熔施工前要检查加热板的温度是否适宜210℃~230℃,以两端面熔融长度为1~2mm为宜。加热板的红指示灯应表现为亮或闪烁。从加热板上的红指示灯 次亮起后,在等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。将温度适宜的加热板置于机架上,闭合夹具,并设定系统压力P1。P1=P0+接缝压力。待PE燃气管(管件)间的凸起均匀,且高度达到要求时,将压力降至近似拖动压力,同时按下吸热计时按钮,开始记录吸热时间。
P2=P0+吸热压力(吸热压力几乎为零)。熟悉了这些内容就能干出合格的焊口,优质的燃气工程。希望对大家有所帮助。目前国际上对于燃气管道入廊问题的观点并不一致,总的来说,欧美倾向于禁止燃气管道入廊,日本与台湾地区则允许燃气管道入廊。PE燃气管管材在保持PE管的弹性模量的同时,提高了管材的柔韧性,抗冲击性能优异,能抵抗外界冲击,环境适应性强。PE燃气管环境开裂性能的提高有效抵抗安装和运输过程中对管材的外力冲击。与同规格的普通PVC-U管材相比,抗冲击性能显著提高,能更有效的抵抗点载荷和地基不均匀沉降。我国现有的各种管线规范中对于燃气管道能否进入综合管廊没有明确规定,但 标准要求燃气管道纳入综合管廊时。
其舱室不得与其他建构筑物合建。其孔口不得联通其他舱室,舱室与周边建构筑物的距离需要符合设计规范等,PE燃气管道入廊应以独立于一舱为设计原则。规范要求PE燃气管线不得与电力电缆同舱铺设,并要符合相应的专项技术要求。在已建综合管廊中,有燃气管线敷设的工程实例。考虑到燃气管线泄漏、燃气浓度积聚等因素,如果通风不畅,燃气同空气混合比例达到极限限值。遇到高温或火花极易,危险性较大,燃气管线纳入综合管廊需加强通风、排烟、监测、报警等完善的技术措施,相应会增加工程投资,而且,对运行管理和日常维护的要求更加严格。PE燃气管耐磨性好:HDPE管道与钢管的耐磨性对比试验表明,HDPE管道的耐磨性为钢管的4倍。作为改善我国大气质量的重要举措。



使电熔管件内表面和承插管材的外表面达到合理的熔化温度,升温膨胀产生焊接压力,冷却后熔为一体,达到焊接目的。热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。


