


想要深入了解nm500耐磨钢板切钢板产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:nm500耐磨钢板切钢板的图文介绍
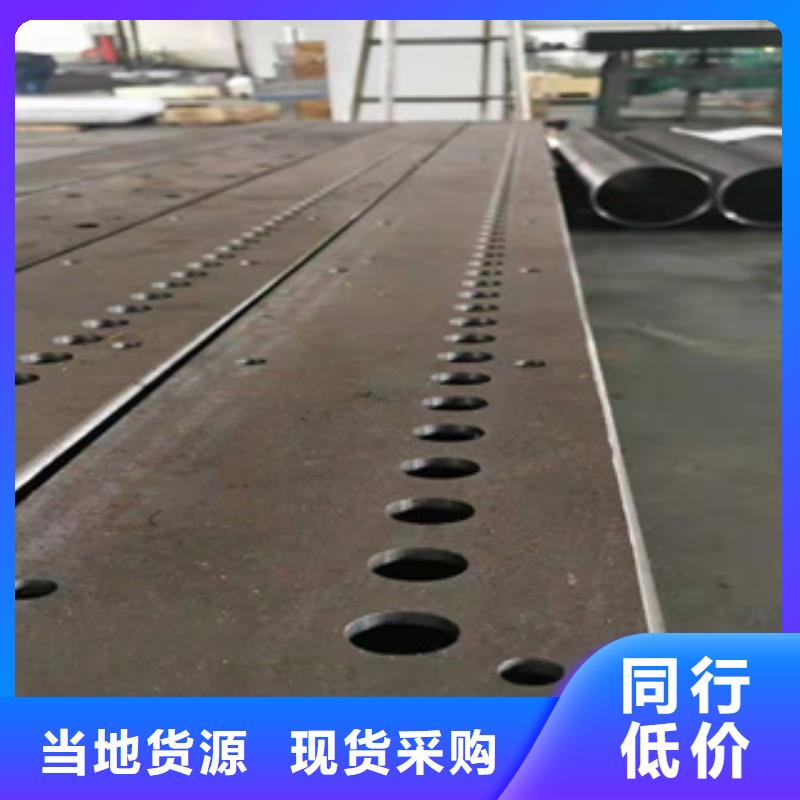
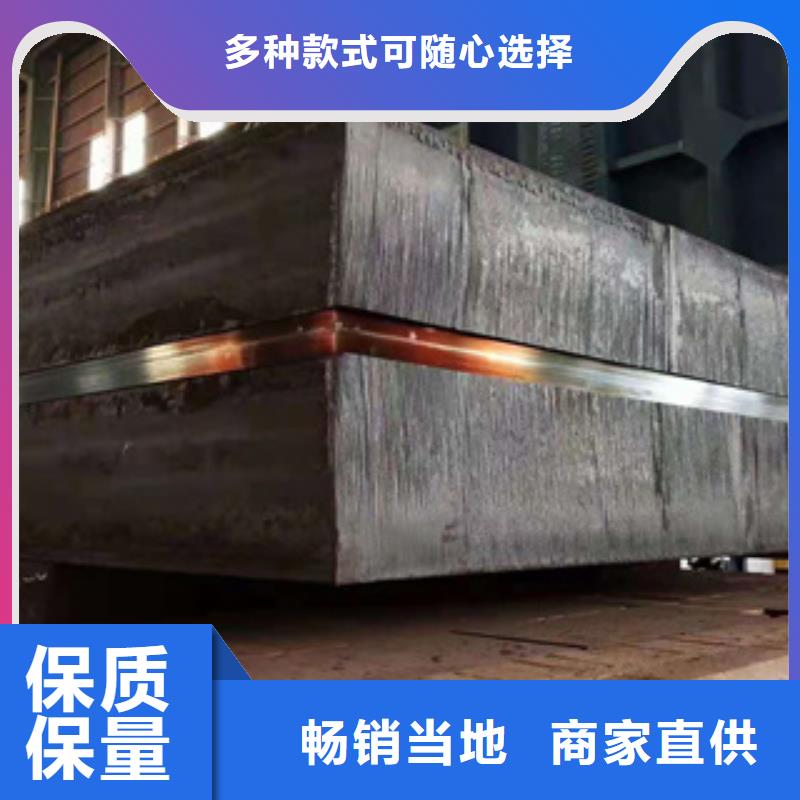
产品细节图

从锻造的性能来说,硬质复合耐磨板是较难改锻的板材。烧结成形后的硬质耐磨板坯料,在锻造前需进行球化退火,以残余应力,球状珠光体,便于锻造的进行。应将退过火的锻坯上的尖角和棱角磨成圆角。锤头、锤砧、工具和胎模等使用前需经预热。 锻造加热速度不宜过快,保温时间不宜过长,坯料应在炉中经常,确保加热均匀。硬质复合耐磨板坯料加热后,需经适当冷却,待其温度下降大约50℃后开始锻造。变形量不宜过大,锻造比一般2,注意采用二轻一重的操作要领。 终锻温度控制在900℃为宜。硬质复合耐磨板锻造的初1~3火次,一般是进行镦粗和拔长,拔长宜尽量在V形铁砧或胎模中进行。待锻透后再逐步改变坯料的形状和尺寸。GT3TLMW50、GW50硬质耐磨板该类合金脆性大,在锻造过程中应以多向应力、单向变形的锻造方式较为合适。 锻造中采用二轻一重的原则,锻造比可取2。自由锻时每火径向变形取6%~15%,模锻时每火轴向变形取15%~25%,锻坯越大,相应的变形越小。DT硬质复合耐磨板其显微组织具有硬质颗粒均匀弥散分布,颗粒尺寸细小,而GBTLMW50等硬质复合耐磨板中的硬质颗粒的分布呈明显的聚集状态,均匀度较差。


DT合金的可锻性优于其他硬质合金,可锻温度较宽,热塑性较好。锻造工艺为:700~800℃预热,1150~1200℃始锻,850~900℃终锻。在、二次锻打时,力求轻拍快打,进行镦粗,滚圆。每次锻打变形量控制在5%左右,须变向进行十字交叉锻打,以求锻透。 冷作双金属耐磨板的成形加工和热处理工序安排对耐磨板的质量也有很大影响,在制订和实施热处理工艺时,必须予以考虑。通常冷作双金属耐磨板造工艺路线有以下几种:一般成形冷作双金属耐磨板造工艺路线:锻造球化退火机械加工成形淬火与回火钳修装配。 成形磨削及电加工冷作双金属耐磨板造工艺路线:锻造球化退火机械粗加工淬火与回火精加工成形钳修装配。复杂冷作双金属耐磨板造工艺路线:锻造球化退火机械粗加工高温回火或调质机械加工成形钳修装配。在热处理工序安排们还要注意以下几点:对于位置公差和尺寸公差要求严格的耐磨板,为热处理变形,常在机加工后安排高温回火或调质处理。 对于经线切割加工的双金属耐磨板,由于线切割加工破环了淬硬层,增加淬硬层脆性和变形开裂的危险性,因而,线切割加工之前的淬、回火,常采用分级淬火或多次回火和高温回火,以使淬火应力处于状态,避免耐磨板在线切割加工时变形、开裂。



公司实力

鑫邦源特钢有限公司是一家专业化从事 贵州黔南合金钢管产品生产的企业,公司坐落于贵州黔南地理位置优越。常年以规格齐全、价格优惠、交通方便、24小时发货为经营方针;以信守合同、客户至上为宗旨,广开渠道向客户提供良好的服务,使您能得到满意 贵州黔南合金钢管。

