


想要了解梅花管稳定牢固产品的魅力?视频为你揭晓答案!
以下是:梅花管稳定牢固的图文介绍


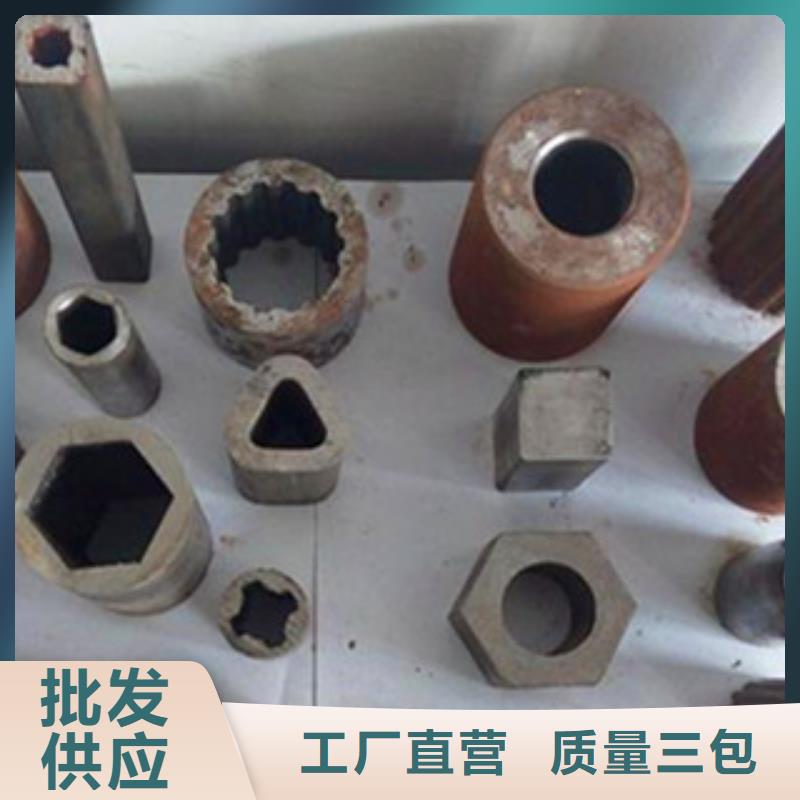
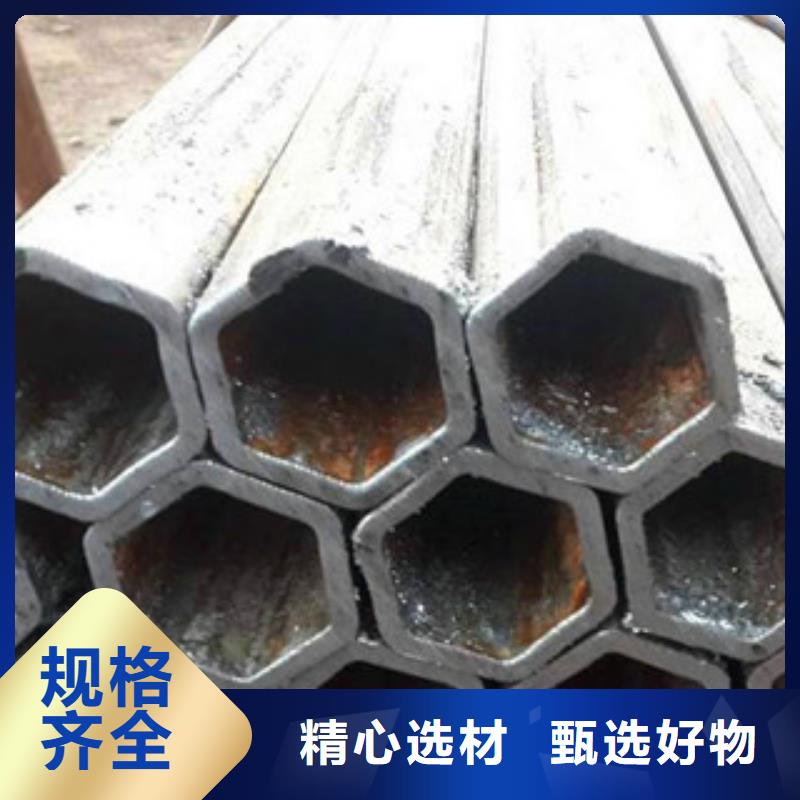
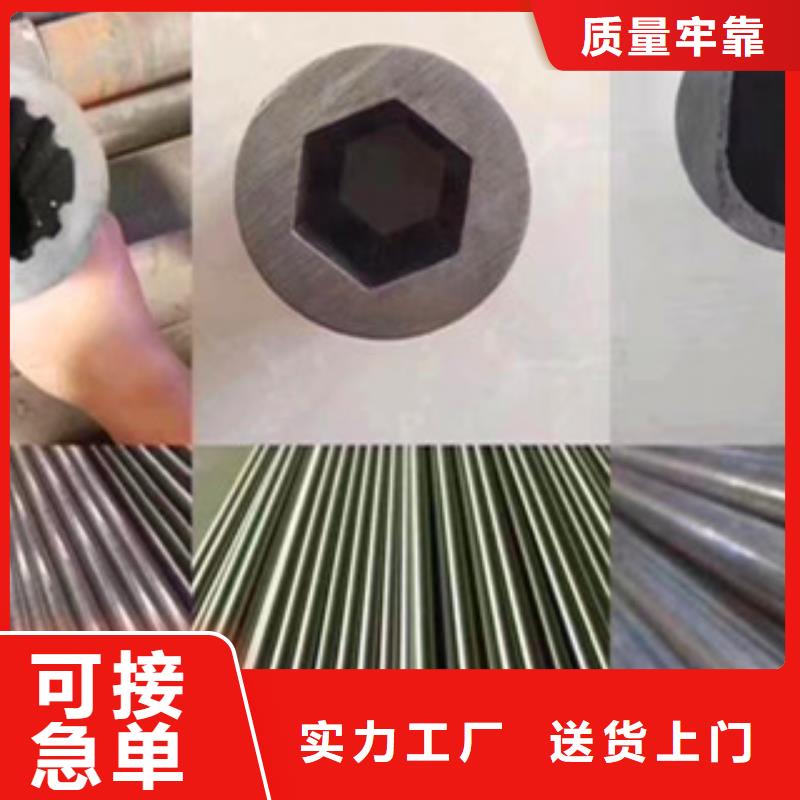
作为椭圆管厂家,需要对包装有哪些要求呢,下面咱们详细解释一下。首先包装的kg数量要统一,比如25kg50kg等等,这些要统一起来,对椭圆管厂家的运输帮助和销售帮助还是比较大的后期的销售中,针对不同要求的客户可以发不同发包装,质量必须稳定,运输也非常方便。椭圆管厂家要注意就是椭圆管的包装好是防潮的一些包装袋的内壁还有一层塑料内膜,具有防潮的作用,所以为了使用的良好性,一定要注意椭圆管包装袋的防潮性能,作为椭圆管厂家还需要注意这点。椭圆管零切规格的外径修理有抗晶间腐蚀要求的椭圆管,焊接时应严格执行焊接工艺规范,严格控制焊道层间温度,焊道清根时,应将渗碳层打磨干净。返修部位仍需保证原有要求。 异型管的发展主要是产品品种的发展,包括断面形状、材质和性能。挤压法、斜模轧法和冷拔法是生产异型管的有效方法,它适用于生产各种断面和材质的异型管材。为了能生产品种繁多的异型管,还必须拥有多种生产手段。20世纪90年代,我国在原来只有冷拔的基础上,又开发出辊拔、挤压、液压、旋轧、旋压、连轧、回转锻造和无模拔等几十种生产方法,并在不断地改进和创造新的设备与工艺。钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。 等壁异型管是具有相同壁厚和不同横断面形状的异型管。它根据断面形状的不同又可分为一般等壁异型管和带折筋等壁异型管两类。这类异型管大多数用冷拔法或焊接管连轧成形法制成。异壁异型管是具有不同壁厚的异型管。这类异型管可以根据断面形状进一步分为具有两根以上对称轴的异型管、偏心管及异壁折筋管三类。前两类变形过程复杂,必须根据断面特征选择合理的成形方法(如挤压法),或采用异型管坯拉拔或冷轧而得。至于折管,由于其壁厚差别不大,实际上与等壁折筋管的生产方法基本相同。凡纵向断面形状作周期变化或连续变化的异型管都称纵向变截面管,包括螺旋圆翼管、齿形管、斜筋管、等壁异型扭转管、波纹管、螺旋波纹(凸筋)管、标管和垒球棒等,这类管的生产方法有液压、旋轧、冷拔、冷轧法等。 冷拔异型管部分除了圆管部分,并不是直接的,通过一段时间的冷拔过程,现在加工椭圆管、三角管、八角茴香、管、圆管、面包和其他类型的特殊管道,转矩管,它还有很多时间将满足规范是不正常的,现在大部分的冷拔管部分中使用机械,装饰也很有用。冷拔异型管部分是通过冷拔过程将成为一个不同形状的管,管处理是现在常见的冷拔与非标准异型管方矩形管、椭圆管、八角管,面包,等等,特殊管径减少大小的圆管,冷拔过程后,加工成为口径,如果选择原材料的时候能出现直径偏差的现象,特殊的管道直径也会出现偏差或R角偏差的情况,但就像这两个范围内的标准规范,只要不超出标准,不会影响它的使用。我们经常使用特殊管是:椭圆管、六角、八角,半规管,梅花管等。 冷拔无缝异型管包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动生产率。其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。生产异型管的方法有冷拔、电焊、挤压、热轧等,其中冷拔法得到了比较广泛的应用。冷拔无缝异型管分异型方管、异型矩管、异型焊管、螺旋焊管,规格包括:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管.螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm。该类型异型管具有以下四个特点:热轧型钢的自由扭转刚度比冷轧型钢高,所以热轧型钢的抗扭性能要优于冷轧型钢;冷轧成型钢允许截面出现局部屈曲,从而可以充分利用杆件屈曲后的承载力;而热轧型钢不允许截面发生局部屈曲;冷拔无缝异型管一般材质为其精密度比较高,比普通的拉拔钢管表面光滑,节约成本,是机械业的 ;热轧型钢和冷轧型钢残余应力产生的原因不同,所以截面上的分布也有很大差异。冷弯薄壁型钢截面上的残余应力分布是弯曲型的,而热扎型钢或焊接型钢截面上残余应力分布是薄膜型。



======================================================= 锰的作用不在于形成奥氏体,而是在于它降低钢的临界淬火速度,在冷却时增加奥氏体的稳定性,抑制奥氏体的分解,使高温下形成的奥氏体得以保持到常温。在提高钢的耐腐蚀性能方面锰的作用不大,这是因为锰对提高铁基固溶体的电极电位的作用不大,形成的氧化膜的防护作用也很低。锰在不锈钢异型管中稳定奥氏体的作用约为镍的二分之一,并且作用的程度比镍还要大。 稀土元素应用于不锈钢,主要在于改善工艺性能方面。比如,钢中加少量的稀土元素,可以钢锭中因氢气引起的气泡和减少钢坯中的裂纹。奥氏体和奥氏体-铁素体不锈钢异型管中加一定量的稀土元素,可显著改善锻造性能。 碳,不锈钢异型管中含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性降低,当碳量0.23%超过时,钢的焊接性能变坏,因此用于焊接的低合金结构钢,含碳量一般不超过0.20%。碳量高还会降低钢的耐大气腐蚀能力,在露天料场的高碳钢就易锈蚀,此外碳能增加钢的冷脆性和时效敏感性。 异型管等温淬火的注意事项:等温淬火是减少无缝异型管变形和开裂的有效淬火方法之一,但如何正确运用该工艺方法则要应根据异型管的材质、大小、硬度和韧性、变形的要求,以及具体的工作条件等进行合理的选择。下面我们将等温淬火时需要注意的事项一一为大家介绍:大小限制在进行等温淬火时,基本的原则是确保无缝钢管在冷却过程中不会发生高温的转变,因此异型管的钢种和大小直接影响到等温淬火的质量,一般要求为碳钢无缝钢管的有效厚度应不大于5mm,合金钢的有效厚度应在30mm以下。从含碳量的角度出发,在0.4%-0.6%的碳钢不适于等温淬火,高于0.6%以上的碳钢才能进行等温淬火。


大庆万盛达钢铁有限公司获得多项荣誉,在 消防镀锌无缝管、镀锌管、镀锌带方管、冷镀锌管厂家业内树立了良好的口碑,连续多年被大庆质量监督部门评为量信得过企业。 公司始终秉承“正可立身,达则济世”的人文服务理念,坚守“实用,实惠!”的企业文化理念,以“节能、科技、环保”的生产原则,以“开拓、进取、求实、创新”的建设精神,与国内外的同行们肩并肩,携手公司新老用户一起协力,共创明天的辉煌,建设美好家园。




# 防止异型管转炉喷溅的六个方法:异型管转炉喷溅产生的原因有以下三个:(一)当渣中TFe含量过低,熔渣粘稠,熔池被氧流吹开后熔渣不能及时返回覆盖液面,CO气体的排出带着金属液滴飞出炉口,形成金属喷溅。熔渣返干也会产生金属喷溅。可见,形成金属喷溅的一些原因与发性喷溅正好相反。(二)熔池内碳氧反应不均衡发展,瞬时产生大量的CO气体,这是发生发性喷溅的根本原因。由于操作上的原因,熔池骤然受到冷却,抑制了正在激烈进行的碳氧反应;当熔池温度再度升高到一定程度,碳氧反应重新以更猛烈的速度进行,瞬间排出大量具有巨大能量的CO气体从炉口排出,同时还挟带着一定量的钢水和熔渣,形成了较大的喷溅。(三)除了碳的氧化不均衡外,还有如炉容比、渣量、炉渣泡沫化程度等因素也会引起喷溅。在铁水Si、P含量较高时,渣中SiO2、P2O5含量也高,渣量较大再加上熔渣中TFe含量较高,其表面张力降低,阻碍着CO气体通畅排出,因而渣层膨胀增厚,严重时能够上涨到炉口。此时只要有一个不大的推力,熔渣就会从炉口喷出,熔渣所夹带的金属液也随之而出,形成喷溅。同时泡沫渣对熔池液面覆盖良好,对气体的排出有阻碍作用。严重的泡沫渣可能导致炉口溢渣。 # 要防止异型管转炉喷溅的产生,需要采取以下方法:一、吹炼过程位控制的基本原则是继续化好渣、化透渣、快速脱碳、不喷溅、熔池均匀升温。吹炼中期的特点是强烈脱碳,在这个阶段中,不仅吹入的氧气全部用于碳的氧化,而且渣中的氧化铁也大量被消耗,流动性下降,出现返干现象,影响硫、磷的去除甚至于发生回磷现象,喷溅也严重。为了防止异型管中期炉渣返干,应该适当提。二、保持合理的炉型是在现有技术和设备条件下控制喷溅有效的方法,如应有适当的高度和液面,根据冶炼钢种采取合适的底吹模式,如果发现上涨较高,要及时采取措施进行处理,处理操作应采取勤、轻处理原则。三、做好热平衡,力求做到热量略富裕,这样既能保住终点碳,又不因为热量太富裕冷却料用量大喷溅难控制。还可以采用留渣操作,溅渣护炉时不要把炉渣溅干,在炉内留部分炉渣,剩余的炉渣在下炉吹炼时有利于前期快速成渣,同时减少了冷却剂的加入量和炉渣的泡沫化程度,并将泡沫化高峰前移,从而达到控制异型管转炉喷溅的目的,在炉渣严重泡沫化时,短时间提高位,使氧超过泡沫的熔池面,用氧气射流的冲击破坏泡沫,减少喷溅。四、在某种程度上复吹转炉炼钢的氧操作主要是通过位的变化来调节和控制炉渣中有合适的(FeO)含量,以满足吹炼过程各期的需要。如果(FeO)控制不当,会给吹炼带来困难,因此控制喷溅的关键就是要控制吹炼位。五、正确地控制前期温度,如果前期温度低,炉渣中积累起大量的氧化铁,随后在元素氧化,熔池被加热时,往往突然引起碳的激烈氧化,容易造成发性喷溅。在炉温很高时,可以在提的同时适当加一些石灰,稠化熔渣,有时对抑制喷溅也有些作用,但加入量不宜过多,加入的石灰化完后,如果不继续加人石灰就应当适当降,以免在硅锰氧化结束和熔池温度升高后强烈脱碳时发生严重喷溅。六、后期的任务是进一步调整好炉渣的氧化性和流动性,继续去除硫、磷使熔池异型管钢液成分和温度均匀,稳定火焰,便于准确地控制终点,压速度要缓慢,切忌过快,否则会引起喷溅。冶炼低碳钢,很多采用的是增碳法,所以后期非常注意加强熔池搅拌以加速后期脱碳,均匀熔池的温度和成分。为此在过程化渣不太好,或者中期炉渣返干较严重时,后期应首先适当提化渣。而在接近终点时,再适当降,以加强熔池搅拌,使熔池的温度和成分均匀化,提高金属和合金收得率并减轻对炉衬的侵蚀。 # 浅析固渣护炉的具体操作步骤:传统转炉主要的护炉方法以补炉、喷补及溅渣护炉为主。护炉成本较高,护炉效果不佳,无法确保转炉炉型的稳定运行,且每次补炉需要安排较长时间,影响转炉作业率,增加了生产组织的难度。同时溅渣护炉由于过程控制存在波动及阶段生产节奏紧张造成溅渣时间不足,护炉效果较差。而采取固渣护炉的方法可以节约静态护炉时间,有效保证静态护炉效果。还可以通过稳定转炉入炉条件,提高转炉终点控制及一次拉碳率,巩固过程护炉效果。而且通过确保良好的终渣状态提升溅渣护炉效果,大幅度降低转炉护炉成本及炉龄,提高转炉作业率。 #


