

简约不浮华,不简单实用。我们的Q420C卷板定制产品视频用直观的方式展现产品的实用性和价值。
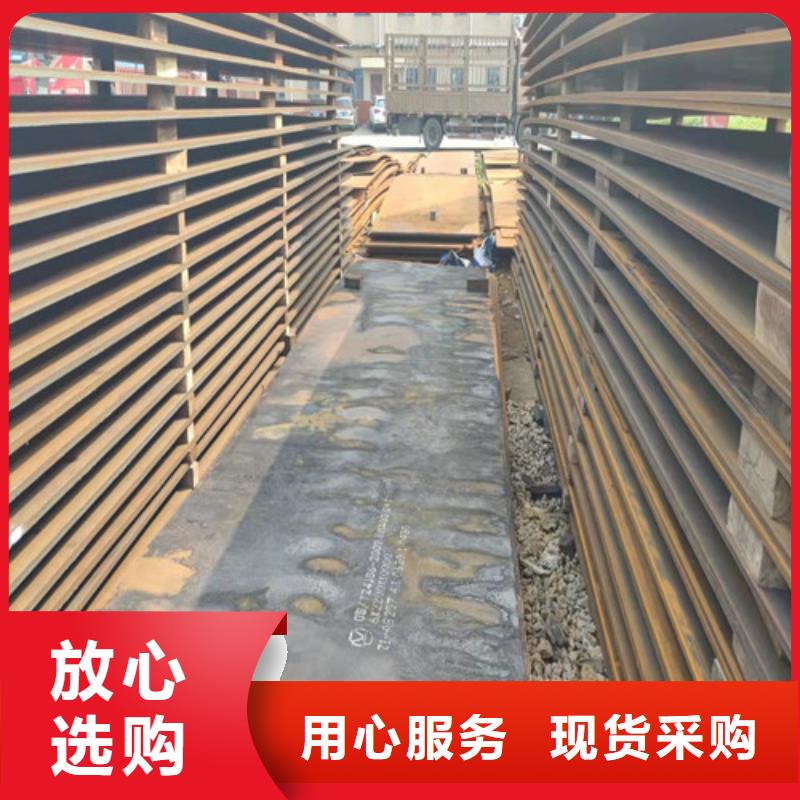
以下是:Q420C卷板定制的图文介绍
新弘扬特钢有限公司以合理的价格、热情的服务态度、精湛熟练的售后保障对您提供优质服务。我们本着交货迅速、实行三包、跟踪服务等经营原则竭诚为广大用户服务。我公司把顾客放在优先位置,建立起了 山西临汾GCR15圆钢产品售前、售中、售后服务规范,、全过程满足顾客要求,使我们的 山西临汾GCR15圆钢产品和服务深得顾客的信赖,与顾客建立起了长期合作和互利关系。



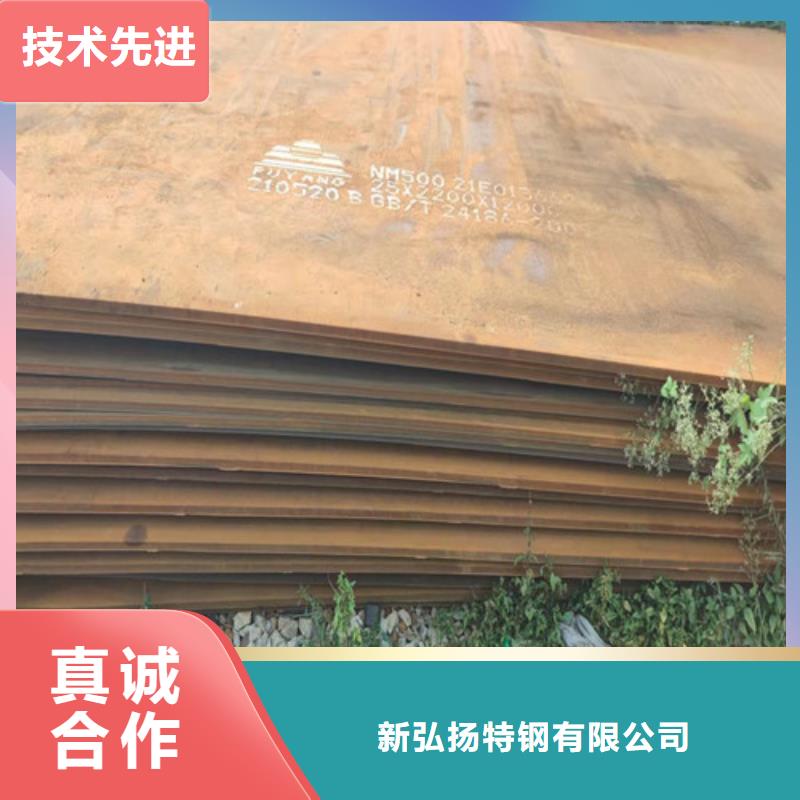
耐磨钢板火焰切割 只要操作正确并配有合适的切割工具,可采用火焰切割,等离子电弧切割或激光切割方法对耐磨钢进行切割。 不同厂家所生产出的切割工具种类不同,必须注意厂家在切割表中分别列出的要求(喷口的选择,气体压力,切割方法,速度等)。 钢板的表面状况也对火焰切割状况和切割面的质量有明显的影响。如果对切割面质量要求很高,则需要清理掉工件切割区域上面的氧化皮、锈渍、油漆以及其他杂质。 国产编辑 语音 NM360,BHNM400,BHNM450,BHNM500,BHNM550,BHNM600,BHNM650,NR360,NR400,B-HARD360, B-HARD400(产地:宝华,舞钢,南钢,宝钢,武钢,莱钢) 耐磨钢板的厚度规格和常用焊丝一般有哪些: 耐磨板一般有3+3、4+2、5+3、5+4、6+4、6+5、6+6、8+4、8+5、8+6、10+5、10+6、10+8、10+10、20+20等。 耐磨板常用的焊丝型号:LZ570、LZ590、LZ601、LZ606、LZ650等(焊丝直径:2.4-3.2)



由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,工业钢板特别是由于应用上的要求需要预冲孔后进行冷弯加工生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度结构钢板的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回弹现象较严重,回弹会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。(2)需要较多的成型道次。在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻微减薄外,变形材料的厚度在成型过程中假定保持不变;在孔型设计时,要注意合理分配变形量,尤其是在道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对型材进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。其它如使用矫直机进行矫直,变更机架间距,采用托辊,调整各架次的轧辊间隙等措施均可减小或纵向弯曲。需要注意的是,通过调整各架次的轧辊间隙来减轻纵向弯曲需要有熟练的技术才行。(3)辊式冷弯速度的控制,成型辊压力的调整要合适,尽量减少反复冷弯弯曲疲劳裂纹,并适当进行润滑和冷却,进一步减少热应力裂纹的产生等,控制弯曲半径,即弯曲半径不能太小,否则产品表面易产生裂纹,针对高强板在冷成形冷弯工艺中出现的后延性断裂现象,为了满足结构设计要求,建议在满足材料的力学设计要求的前提下优化截面形状,如增加弯角半径,减小冷弯角或加大截面形状等方式处理也是一种行之有效的方法。


