



别再纠结于文字描述了,观看视频,让钢筋笼自动成型机适用范围产品为你展现真实魅力!
以下是:钢筋笼自动成型机适用范围的图文介绍

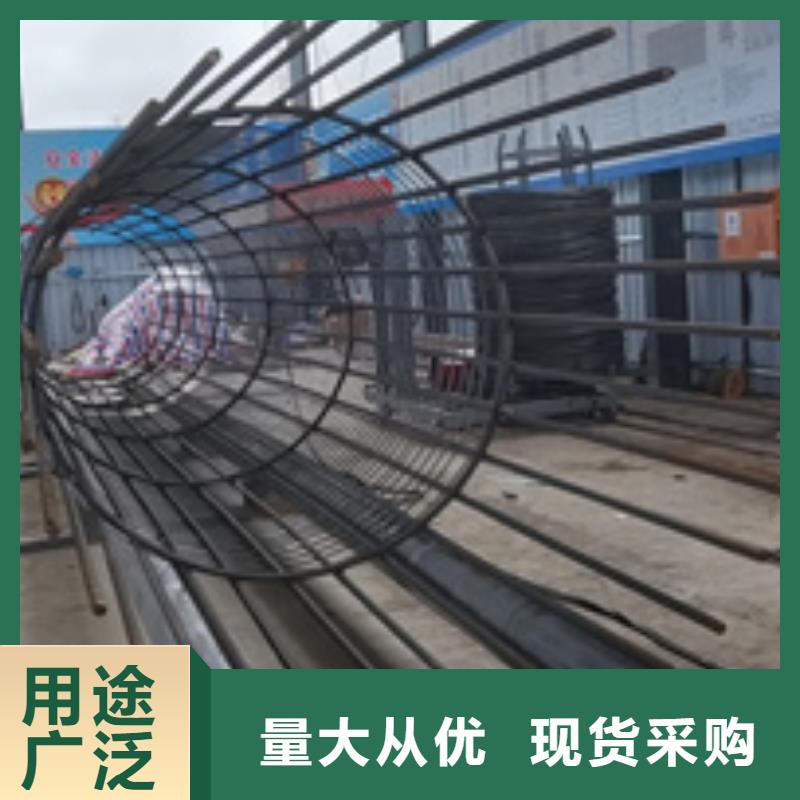
绕筋机铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。
一般不建议在设备上进行骨架制作,会影响生产线效率。
需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。
机器上骨架制作过程;
备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
一般不建议在设备上进行骨架制作,会影响生产线效率。
需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。
机器上骨架制作过程;
备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。


绕筋机工作原理:根据施工要求,先将主筋穿过固定转盘中相应模板的圆孔穿至移动转盘的相应孔中,进行固定。把绕筋端头先焊接在一根主筋上。然后通过固定转盘及移动转盘转动,把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,直至焊到主筋末端规定位置,即形成产品钢筋笼。
钢筋笼成型机基本工艺流程:
上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位。
产品特点:
1、进口PLC变频控制,伺服电机驱动,加工精度高
2、配有多个托料自动液压辊,防止钢筋笼因为自重而变形
3、校直系统均采用高强度合金材料,强度高,抗耐磨,提高易损件的使用寿命
4、配有自动上料装置,操作简便,节约时间。
5、自主设计放线架,防止乱线。



绕筋机送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病
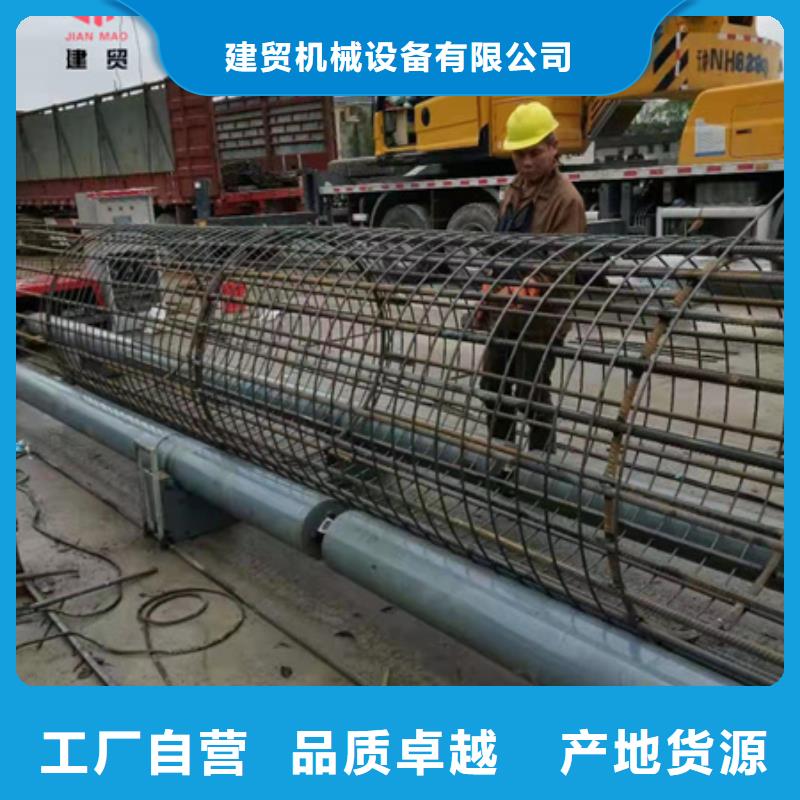
滚焊机一般包括轨道架、滚焊装置、提供绑扎钢丝的供料架和牵引装置,其中牵引装置用于夹持和带动钢筋笼移动,在这个过程中滚焊装置在多根钢筋上缠绕并焊接绕丝。
但由于供料架架设于牵引装置和滚焊装置之间,在使用过程中,必须将牵引装置上的夹头部分穿过供料架,达到靠近滚焊装置的附近;而牵引机构的空间位置决定其扫动区域必然是完全包裹钢筋笼的,也就是常规状态下牵引机构将钢筋笼牵引拉出至十几米的过程中无法得到支撑,而钢筋笼在焊接的过程中必然会存在一定的热量以导致钢筋笼的强度略微下降;以上因素均将导致钢筋笼在成型过程中会产生一定的弯曲,从而导致钢筋笼的结构强度有所变化,不利于后期的电线杆制作。
滚焊机一般包括轨道架、滚焊装置、提供绑扎钢丝的供料架和牵引装置,其中牵引装置用于夹持和带动钢筋笼移动,在这个过程中滚焊装置在多根钢筋上缠绕并焊接绕丝。
但由于供料架架设于牵引装置和滚焊装置之间,在使用过程中,必须将牵引装置上的夹头部分穿过供料架,达到靠近滚焊装置的附近;而牵引机构的空间位置决定其扫动区域必然是完全包裹钢筋笼的,也就是常规状态下牵引机构将钢筋笼牵引拉出至十几米的过程中无法得到支撑,而钢筋笼在焊接的过程中必然会存在一定的热量以导致钢筋笼的强度略微下降;以上因素均将导致钢筋笼在成型过程中会产生一定的弯曲,从而导致钢筋笼的结构强度有所变化,不利于后期的电线杆制作。



建贸机械设备有限公司自建立以来,一直从事设计、生产制造及销售、安装 海南五机头钢筋弯箍机的综合性企业,具有二十多年的生产历史,凭借先进的生产工艺、雄厚的技术力量、完善的售后服务,获得了广大 海南五机头钢筋弯箍机用户的好评及回单。


