


我们为您准备了不锈钢研磨管常年批发产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:不锈钢研磨管常年批发的图文介绍
陇南安达液压机械有限公司是一家专业生产 珩磨管加工厂的企业。近十年的发展,已形成集 珩磨管加工厂生产、销售、服务为一体的现企业。
我公司具有一批专业管理人才、技术人才,实行质量管理,层层把关,精益求精。为客户提供设计、生产、安装等一条龙服务。设有专业人员为客户提供跟踪及周到的售后服务。多年的奋斗,使我公司已拥有雄厚的市场实力。我公司全体员工将以热情的服务,合格的产品换来广大客户的信赖和支持。您的满意就是我们z u i大的欣慰,欢迎各界人士到厂光临指导。


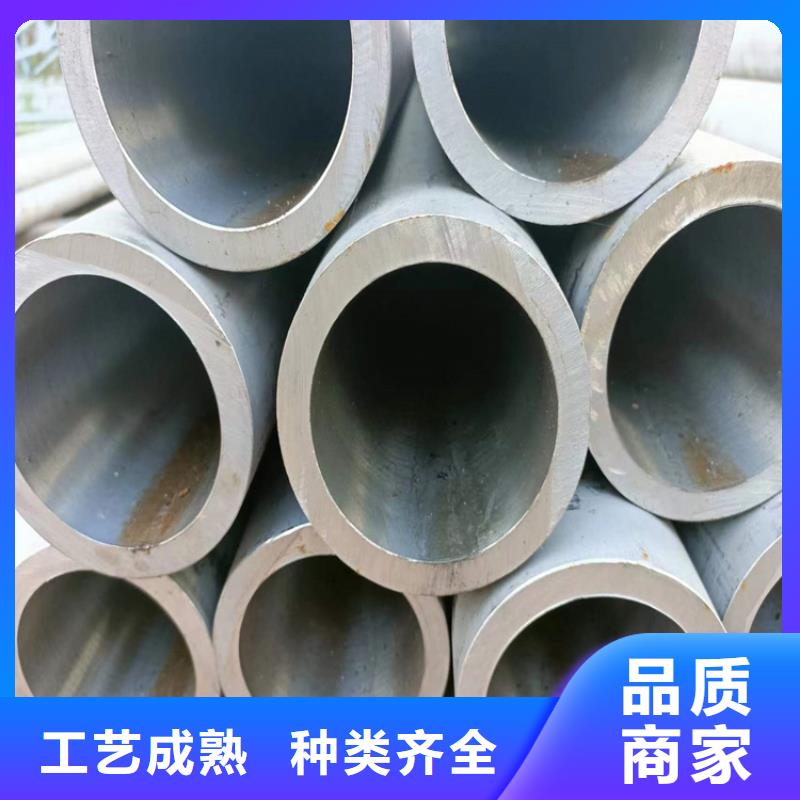
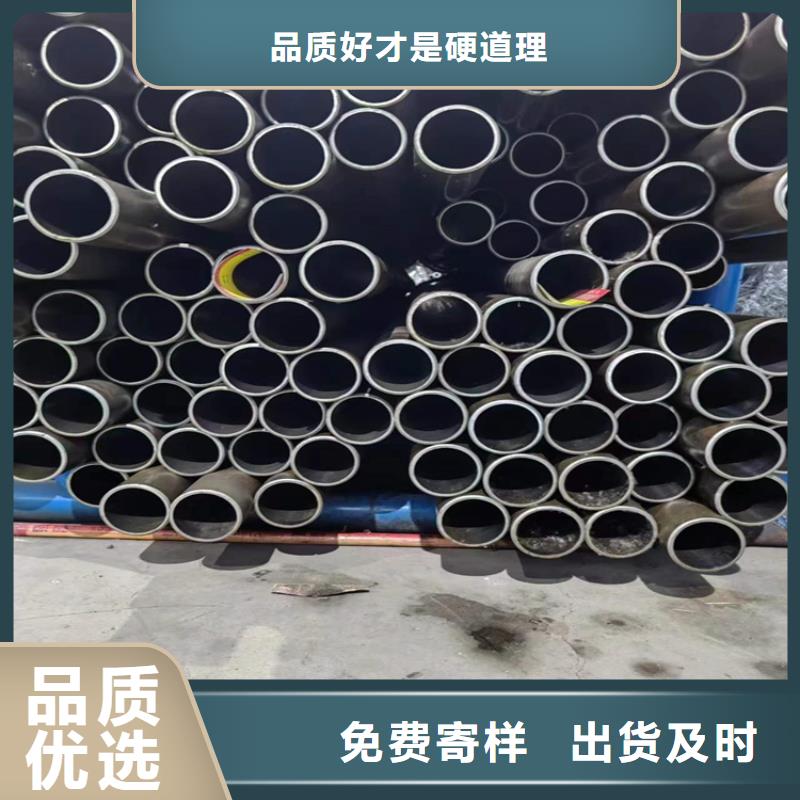
珩磨管油缸管绗磨管相关参数:
可生产规格内径≥20mm,单支长度12米以内,直线度0.2~0.5mm/m,内径公差≤0.1mm,内孔粗糙度0.2~1.6μm。
珩磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。
珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
滚压管






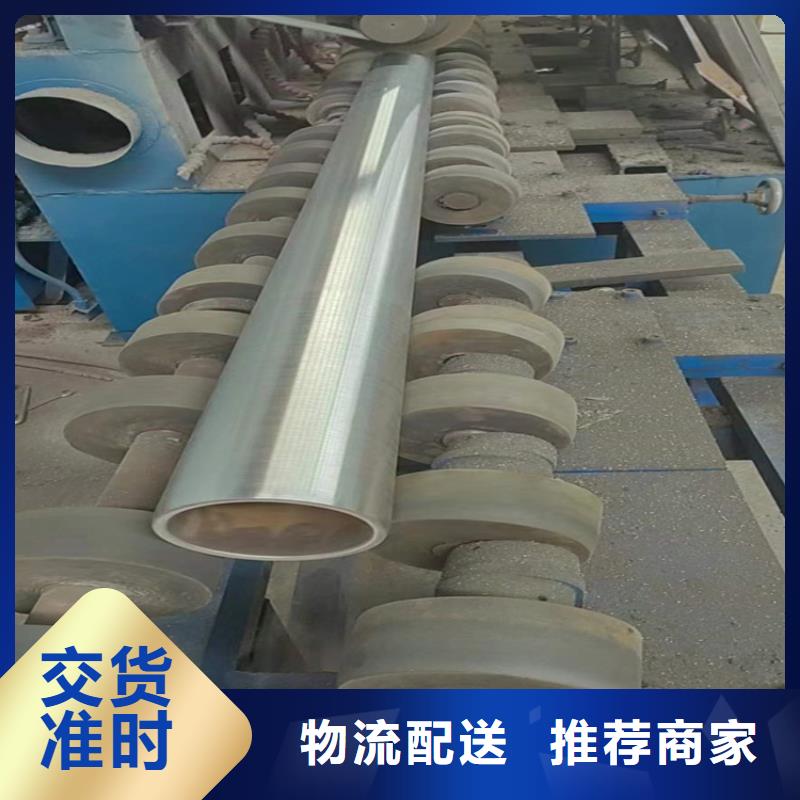
珩磨管油缸管绗磨管绗磨管按照材质主要有45号、40Cr、42CrMo、27SiMn、304等。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。滚压管



珩磨管油缸管绗磨管1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。绗磨管是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。滚压管
