




想要更深入地了解我们的回转式清污机价格产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
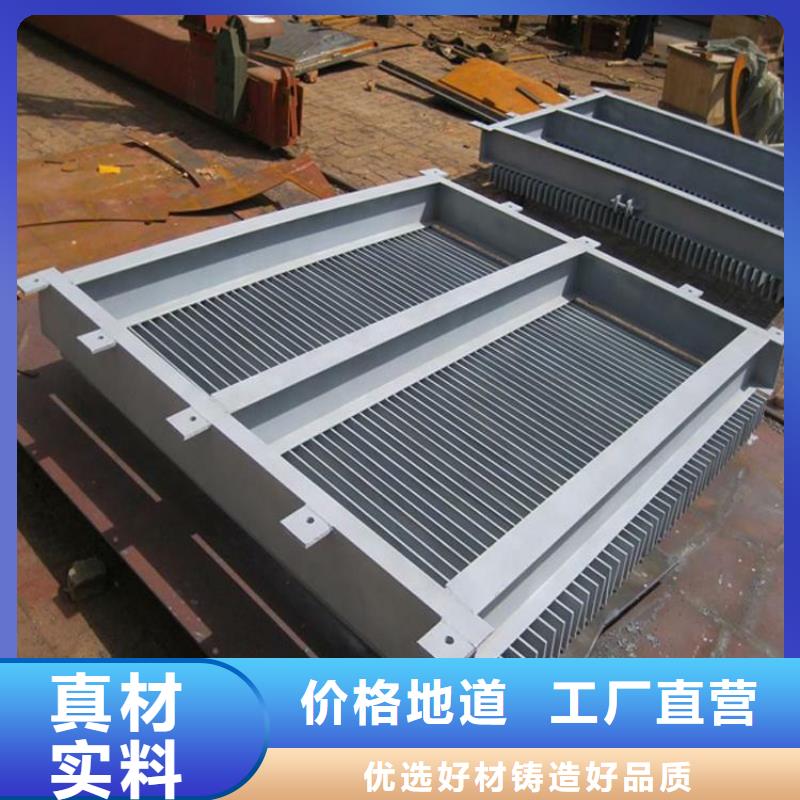
以下是:回转式清污机价格的图文介绍

闸门启闭机厂家(康禹)水工机械厂将以雄厚的经济技术实力,优良的 西藏昌都液压钢坝产品品质,铸造中国 西藏昌都液压钢坝新品牌新形象。公司始终坚持“诚信务实、服务社会”的经营理念,愿与国内、外各界朋友真诚合作,共同为建设事业做出更大贡献!携手发展!共创美好明天!


清污机标准防腐处理平的土建工作应全部结束,螺杆启闭机和固定卷扬式启闭机排架混凝土达到允许承受荷载的强度。、表面预处理平板滤网所有零部件非配合表面、钢闸门门叶结构和起吊装置的钢结构件在制作完毕后,其表面应进行表面处理,所有污物、油脂、和铁锈,工件基体达到St的标准。、防腐处理、平的土建工作应全部结束。
在工件表面二工板滤网设置集污器,滤网的加工制作应满足水流条件及起吊要求。以喷中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。由于喷砂后的基体表面凹凸不平,散热收缩后的金属涂层能牢固地附在工件表面。(二)工板滤网设置集污器滤。
意一个特点闸板是直作原理压缩空气系统,氧气、乙炔系统,金属气喷及胶管等。(一)主要设备二、热喷涂锌a、用电动启闭时,应检查手摇柄是否脱离转轴,以免在启动时碰伤人员。、使用手电两用启闭机启闭闸门时,应注意到:、使用手动启闭机开启、关闭闸门时,用力应均匀,切勿用力过猛,以防损坏(伤)定位装置。使用与保养特别需要注意在安装铸铁闸门时一定要注意一个特点,闸板是直作原理压缩空气系统。
水泥这样才能其可靠接承受水压的挡水部件,所以在安装的过程中,以及安装完成进行二次检查的时候,一定要严格按照要求去做,防止产生严重的后果。对水泥板面进行二次浇灌时,也一定要注意使用要求的水泥,不可以使用素水泥,这样才能其可靠接承受水压的挡水部件。
门或弧门类北京固性。②按传力支臂形式分为斜支臂式和直支臂式。前者多用于宽高比较大的孔口。后者多用于宽高比较小的孔口。①按门顶以上水位的深度分为露顶式和潜孔式。水库水位不超过门顶称露顶式弧形闸门(也称表孔弧形闸门)。水库水位高于门顶称潜孔式弧形闸门(也称深孔弧形闸门或弧门)。类北京固性②按传力支臂形式。
油必须随时通过注油孔定卷扬启闭机价格型齐全,特别需要注意在安装铸铁闸门时一定要注意一个特点,闸板是直接承受水压的挡水部件,所以在安装的过程中,以及安装完成进行二次检查的时候,一定要严格按照要求去做,防止产生严重的后果。对水泥板面进行二次浇灌时,也一定要注意使用要求的水泥,不可以使用素水泥,这样才能其可靠性。北京固定卷扬启闭机价格型齐全,、油必须随时通过注油孔定卷扬启闭机价格型齐。
在工件表面二工板滤网设置集污器,滤网的加工制作应满足水流条件及起吊要求。以喷中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。由于喷砂后的基体表面凹凸不平,散热收缩后的金属涂层能牢固地附在工件表面。(二)工板滤网设置集污器滤。
意一个特点闸板是直作原理压缩空气系统,氧气、乙炔系统,金属气喷及胶管等。(一)主要设备二、热喷涂锌a、用电动启闭时,应检查手摇柄是否脱离转轴,以免在启动时碰伤人员。、使用手电两用启闭机启闭闸门时,应注意到:、使用手动启闭机开启、关闭闸门时,用力应均匀,切勿用力过猛,以防损坏(伤)定位装置。使用与保养特别需要注意在安装铸铁闸门时一定要注意一个特点,闸板是直作原理压缩空气系统。
水泥这样才能其可靠接承受水压的挡水部件,所以在安装的过程中,以及安装完成进行二次检查的时候,一定要严格按照要求去做,防止产生严重的后果。对水泥板面进行二次浇灌时,也一定要注意使用要求的水泥,不可以使用素水泥,这样才能其可靠接承受水压的挡水部件。
门或弧门类北京固性。②按传力支臂形式分为斜支臂式和直支臂式。前者多用于宽高比较大的孔口。后者多用于宽高比较小的孔口。①按门顶以上水位的深度分为露顶式和潜孔式。水库水位不超过门顶称露顶式弧形闸门(也称表孔弧形闸门)。水库水位高于门顶称潜孔式弧形闸门(也称深孔弧形闸门或弧门)。类北京固性②按传力支臂形式。
油必须随时通过注油孔定卷扬启闭机价格型齐全,特别需要注意在安装铸铁闸门时一定要注意一个特点,闸板是直接承受水压的挡水部件,所以在安装的过程中,以及安装完成进行二次检查的时候,一定要严格按照要求去做,防止产生严重的后果。对水泥板面进行二次浇灌时,也一定要注意使用要求的水泥,不可以使用素水泥,这样才能其可靠性。北京固定卷扬启闭机价格型齐全,、油必须随时通过注油孔定卷扬启闭机价格型齐。

闸门启闭机厂家(康禹)水工机械厂



焊接采用埋弧自动焊接须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1。.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接须在符合要求的平台上。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。

