



不要犹豫,点击播放我们的超声波检测管产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:超声波检测管的图文介绍

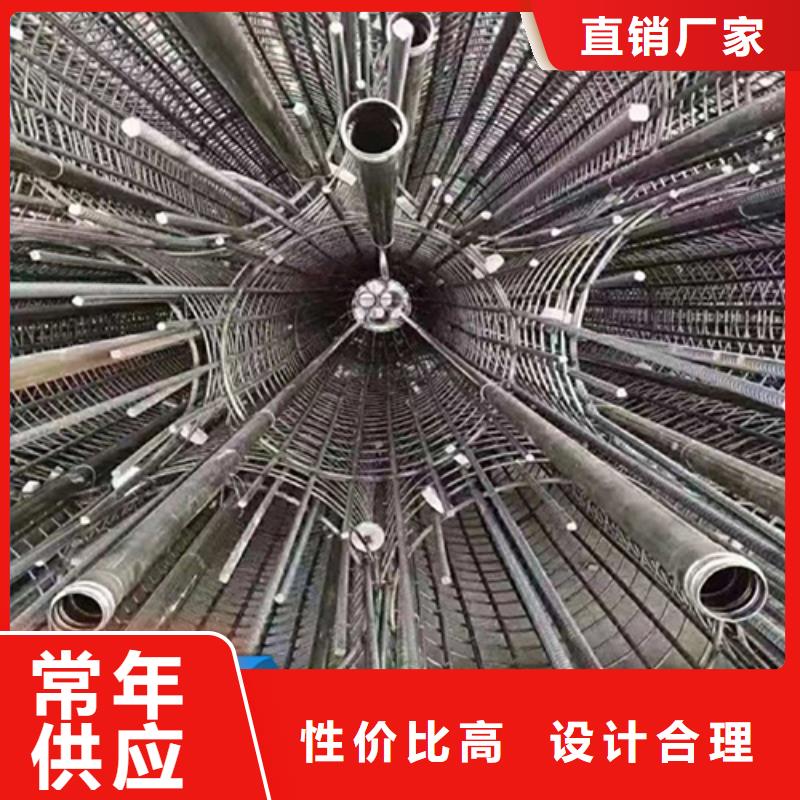
声测管在钢筋笼焊接施工工艺:(1)、华尔网同城主筋焊接采用搭接电弧焊。(2)、华尔网同城钢筋焊接过程中应对焊接接头的力学性能进行抽样检查。检查数量以同级别、华尔网同城同规格、华尔网同城同接头形式和同一焊工完成的每 200 个接头为一批。(3)、华尔网同城焊接地线应与主筋接触良好,不得因接触不良而烧伤主筋。(4)、华尔网同城焊接时,在搭接钢筋的一端引弧,并在搭接钢筋端头上收弧,弧坑必须填满。焊缝的尺寸要满足下列要求:a、华尔网同城焊缝的长度: 单面焊≥ 10d,双面焊≥ 5d,且主筋搭接少为 20cm。b、华尔网同城焊缝的宽度:≥ 1.4cmc、华尔网同城焊缝的高度:≥ 6mm(5)、华尔网同城搭接接头钢筋的端部应预弯,搭接钢筋的轴线应在同一直线上。(6)、华尔网同城焊接接头经检查合格后将箍筋按 20cm一道 ,绑扎到钢筋笼主筋上。箍筋要隔点绑扎或焊接。(7)、华尔网同城加强箍筋 N3Φ16 圆钢与主筋焊接时必须双面点焊。5、华尔网同城钢筋笼吊装:(1)、华尔网同城钢筋笼运至现场后采用吊车吊装入孔,为了保证钢筋笼起吊时不变形,对于长骨架,起吊前应在加强箍筋处内焊接三角或十字支撑,以加强其刚度。采用四点吊装,点设在笼顶,第二点设在距离笼顶四分之一处,第三点设在距钢筋笼底部四分之一处,第四吊点设在钢筋笼的下部。点和第二点间设置一道滑轮,第三点和第四点间设置一道滑轮。起吊时,先提和第二点,使骨架稍提起,再与第三点和第四点同时起吊。待骨架离开地面一定高度后,第三、华尔网同城四点吊点停吊,继续、华尔网同城二吊点。随着、华尔网同城二吊点不断上升,慢慢放松第三、华尔网同城四吊点,直到骨架同地面垂直,停止起升。当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。在下降过程中依次解除四、华尔网同城三、华尔网同城二吊点的钢丝绳。待笼顶加强箍筋接近孔口时,用声测管( Φ10cm)等穿过加强箍筋的下方,将骨架临时支撑于孔口方木上, 孔口临时支撑应满足强度和刚度要求。 解除吊钩,照此办法再起吊第二节骨架, 使上下两节骨架位于同一垂直线上进行焊接,全部接头焊好后就可以下沉入孔,直至所有骨架安装完毕。


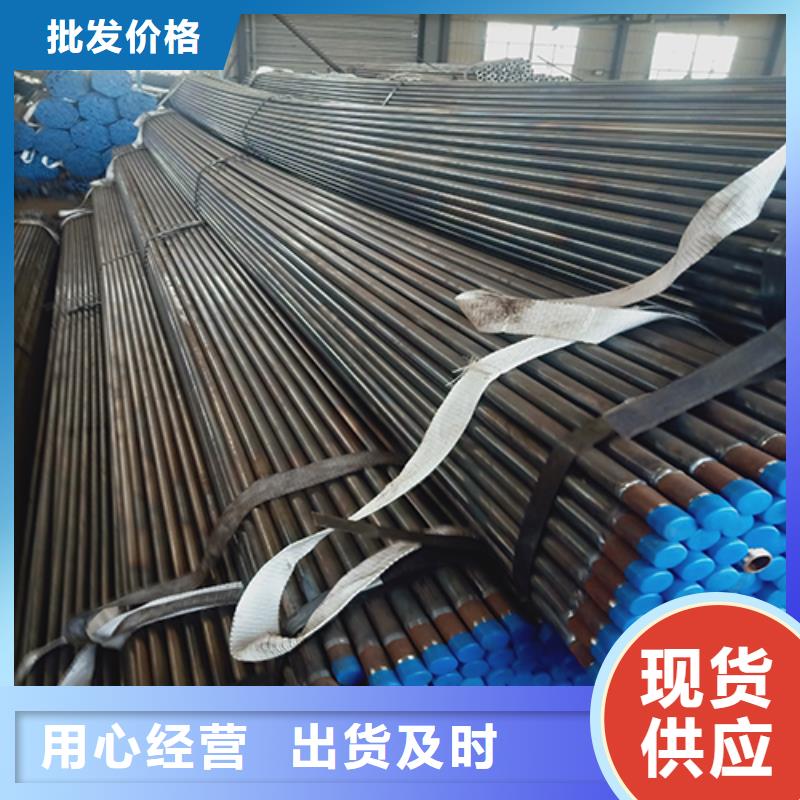
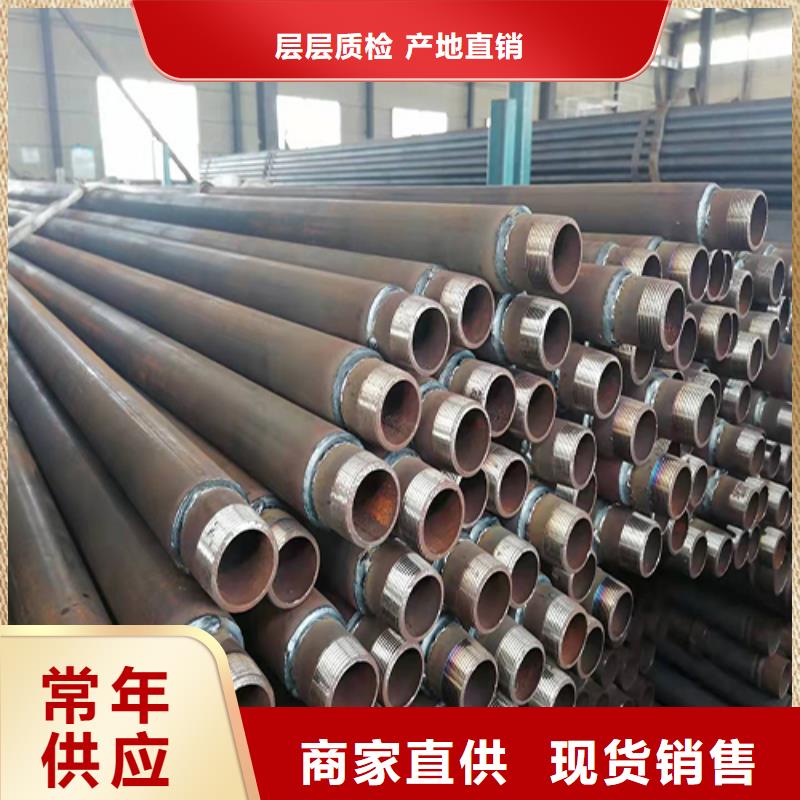
接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏



日升昌钢管声测管厂家本着“以质求信,以质求发展,互惠互利,共谋发展,携手共创,”。以质量求生存,以客户满意为指针,为用户着想,满足客户的一切需求,公司秉承“创新、、求实、奋进”的经营理念,努力打造 安徽宿州42注浆管精英品牌。


过四月份的量价齐升后,国内建材声测管价格已达到年后的高位;进入五月后,旺季需求呈现小幅下滑态势;“五一”小长假后,市场成交表现偏弱,受中美贸易谈判再起波澜消息影响,螺纹钢期货主力合约走低,带动现货声测管价格震荡下行。目前长流程声测管厂家利润不错,生产积极性较高,供给压力逐步放大,而需求端则渐行渐弱,声测管厂家库存及社会库存下降遇阻,国内建筑声测管价格仍面临着回调压力。不过考虑到原料价格高位运行,下游需求维持一定强度,价格大幅下挫的概率不高。基于各方因素,对下周市场持震荡评价——蓝色预警。具体来说,声测管指数下周将在4280-4360区间运行。



