您的位置>首页 >丹东本地今日新闻 >
钢板卷筒下料计算1900*30钢板卷管欢迎咨询
发布时间: 2024-06-24 21:33:41 浏览次数:1
以下是:钢板卷筒下料计算1900*30钢板卷管欢迎咨询的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
以下是:钢板卷筒下料计算1900*30钢板卷管欢迎咨询的图文视频
导读 钢板卷筒下料计算1900*30钢板卷管欢迎咨询,辽宁省丹东市山特金属制品有限公司专业从事钢板卷筒下料计算1900*30钢板卷管欢迎咨询,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,发货地:聊城经济开发区汇通国际金属物流园发货到丹东,以下是钢板卷筒下料计算1900*30钢板卷管欢迎咨询的详细页面。 辽宁省,丹东市 唐朝置安东都护府,始有“安东”一词。清光绪二年(1876年),设立安东县而确立雏形。丹东市是国务院批复确定的辽宁省重要的边境口岸和辽东地区中心城市,辽宁沿海经济带重要的港口城市,为中国海岸线的北端起点,位于东北亚中心地带,是东北亚经济圈与环渤海经济圈的重要交汇点,是以工业、商贸、港口、物流、旅游为主体的沿江、沿海、沿边城市,是国家级边境合作区、沿海开放城市,拥有港口、铁路、公路、管道、机场5种类型10处口岸,1处中朝边民互市贸易区,是中国对朝贸易口岸城市,区域级流通节点城市。丹东景色优美,江、河、湖、海、山、泉、林、岛等特色景观构建了 “北国江南”,被誉为“中国最大最美的边境城市”,是国家卫生城市,国家园林城市,中国优秀旅游城市和全国双拥模范城市。
无论您是初次接触还是已经熟悉,我们的钢板卷筒下料计算1900*30钢板卷管欢迎咨询产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:钢板卷筒下料计算1900*30钢板卷管欢迎咨询的图文介绍


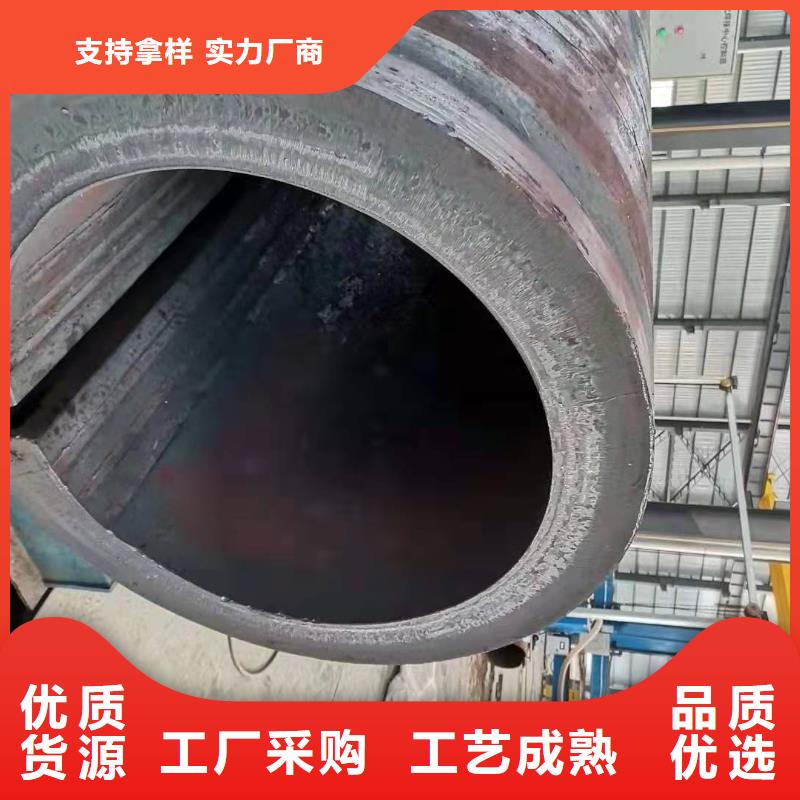
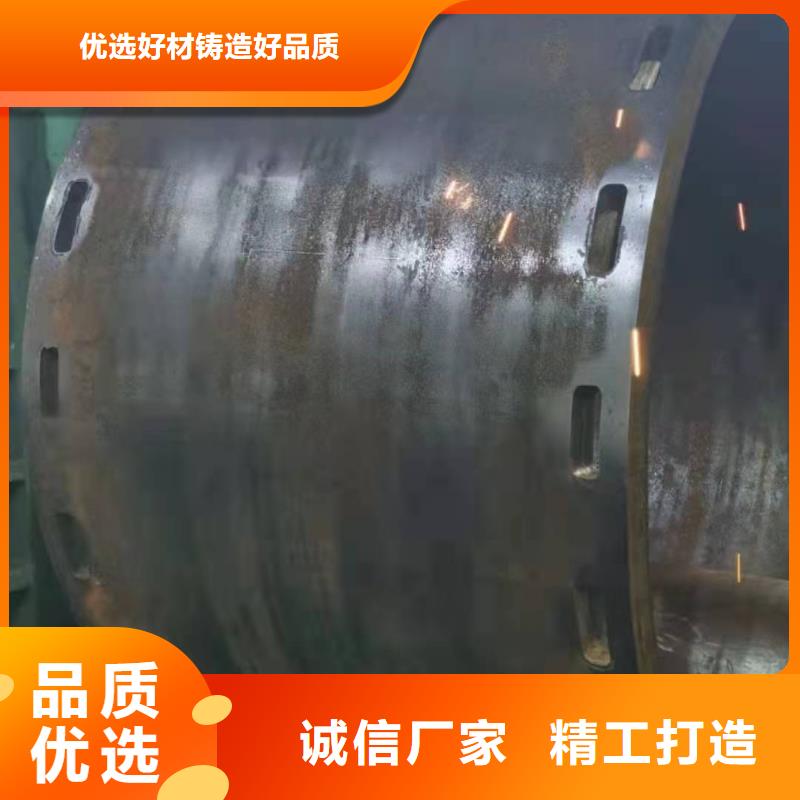
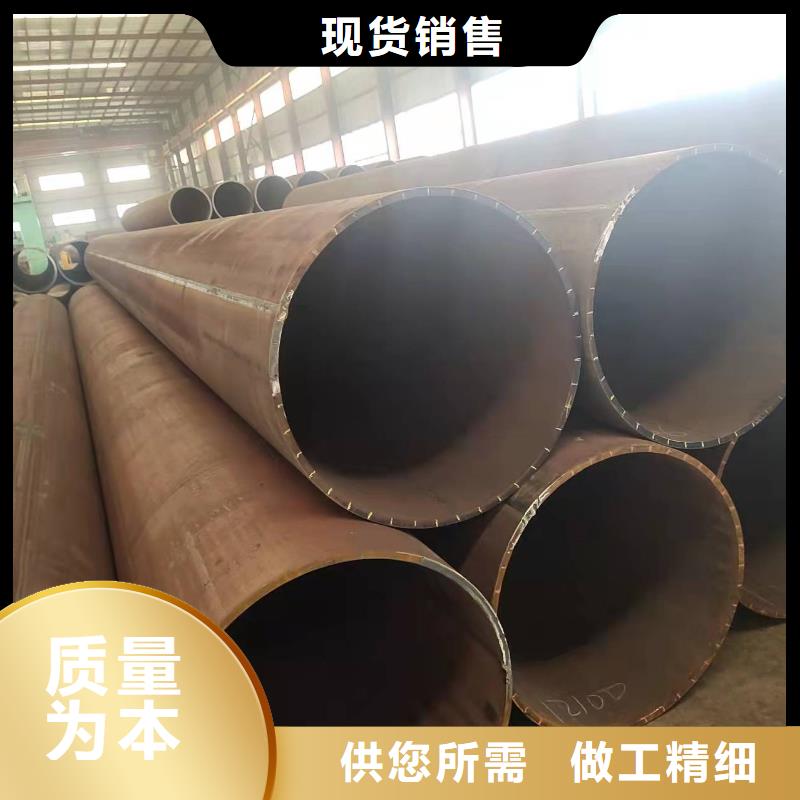
钢板卷管的生产过程介绍:1.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。2.带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢板卷管后采用自动埋弧焊补焊。3.成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4.采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5.采用外控或内控辊式成型。6.采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7.内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。8.焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。9.采用空气等离子切割机将钢板卷管切成单根。10.切成单根钢板卷管后,每批钢板卷管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢板卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11.焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。12.带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。13.每根钢板卷管经过静水压试验,压力采用径向密封。试验压力和时间都由钢板卷管水压微机检测装置严格控制。试验参数自动打印记录。


钢板卷筒筒体的制作方法 技术领域: 本实用新型涉及一种钢板卷筒筒体,属于卷筒制造领域,当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊


总结 钢板卷筒下料计算1900*30钢板卷管欢迎咨询,辽宁省丹东市山特金属制品有限公司为您提供最新钢板卷筒下料计算1900*30钢板卷管欢迎咨询产品案例,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,发货地:经济开发区汇通国际金属物流园。